Kodėl „SMEC MCV 5700L“ yra vienas geriausių vertikalių CNC apdirbimo centrų savo klasėje
 Kodėl „SMEC MCV 5700L“ yra vienas geriausių vertikalių CNC apdirbimo centrų savo klasėje
Kodėl „SMEC MCV 5700L“ yra vienas geriausių vertikalių CNC apdirbimo centrų savo klasėje
Vertikalaus CNC apdirbimo centro pasirinkimas – tai investicija 10–15 metų laikotarpiui. Nuo tinkamo sprendimo priklauso gamybos našumas, detalių savikaina, apdirbimo tikslumas ir užsakymų įvykdymo greitis.
SMEC MCV 5700L sukurtas įmonėms, kurioms reikalingas aukštas tikslumas, patikimumas ir didelė darbo zona, nepermokant už prekės ženklą.
Pagrindiniai „SMEC MCV 5700L“ privalumai
1. Ilgesnė X ašies eiga – 1600 mm
Daugumos tos pačios klasės vertikalių apdirbimo centrų X ašies eiga siekia apie 1000–1200 mm.
„SMEC MCV 5700L“ siūlo:
X – 1600 mm
Y – 570 mm
Z – 520 mm
Tai leidžia:
apdirbti ilgas detales vienu įtvirtinimu;
sumažinti perstatymų skaičių;
padidinti tikslumą, nes nereikia pakartotinai bazuoti detalės.
2. Didelis greitųjų judesių greitis
Greitieji judesiai:
X – 30 m/min
Y – 36 m/min
Z – 30 m/min
sumažina pagalbinį laiką ir padidina bendrą gamybos našumą, ypač serijinėje gamyboje.
3. Galingas velenas
„SMEC MCV 5700L“ komplektuojamas su:
12 000 aps./min velenu;
11 / 18,5 kW galia;
BT40 kūgiu.
Ši konfigūracija puikiai tinka apdirbti:
konstrukcinį plieną;
nerūdijantį plieną;
aliuminį;
ketų;
spalvotuosius metalus.
4. Didelis darbo stalas
1700 × 570 mm darbo stalas, kurio maksimali apkrova siekia 1000 kg, leidžia patikimai apdirbti dideles korpusines detales ir naudoti sunkią tvirtinimo įrangą.
5. 30 vietų įrankių dėtuvė
Automatinė įrankių keitimo sistema sutrumpina ciklo laiką ir leidžia gaminti sudėtingas detales be operatoriaus įsikišimo.
30 įrankių talpa yra optimalus sprendimas daugumai metalo apdirbimo įmonių.
Palyginimas su populiariais analogais
| Parametras | SMEC MCV 5700L | DN Solutions DNM 5700 | Haas VF-4 |
|---|---|---|---|
| X ašies eiga | 1600 mm | apie 1050 mm | 1270 mm |
| Veleno greitis | 12 000 aps./min | 12 000 aps./min | 8100 aps./min (standartinis) |
| Veleno galia | 18,5 kW | apie 18 kW | Priklauso nuo komplektacijos |
| Įrankių dėtuvė | 30 | 30 | 20 (standartinė) |
| Kainos ir galimybių santykis | Labai aukštas | Didesnė įsigijimo kaina | Kuklesnė standartinė komplektacija |
Pagal technines charakteristikas ir eksploatacijos išlaidas „SMEC MCV 5700L“ siūlo vieną geriausių kainos ir našumo santykių savo klasėje.
Kodėl įmonės renkasi SMEC?
Lyginant su daugeliu Europos ir JAV gamintojų, SMEC siūlo:
puikų kainos ir kokybės santykį;
tvirtą konstrukciją darbui keliomis pamainomis;
patikimą FANUC CNC valdymo sistemą;
didelį konstrukcijos standumą;
mažas eksploatavimo sąnaudas;
lengvai prieinamas atsargines dalis;
paprastą robotizavimo ir automatizavimo integraciją.
Todėl SMEC apdirbimo centrai plačiai naudojami automobilių pramonėje, mašinų gamyboje, hidraulikos komponentų gamyboje, įrankių gamyboje ir kitose metalo apdirbimo srityse.
Kam tinka „SMEC MCV 5700L“?
Šis apdirbimo centras yra puikus pasirinkimas įmonėms, gaminančioms:
korpusines detales;
plokštes ir pagrindus;
vidutinio sudėtingumo formas;
žemės ūkio technikos komponentus;
pramonės įrangos detales;
energetikos sektoriaus komponentus;
aliuminio detales;
serijinę produkciją.
Išvada
Lyginant su kitais savo klasės vertikaliais CNC apdirbimo centrais, „SMEC MCV 5700L“ išsiskiria:
didesne darbo zona;
galingu velenu;
aukštu našumu;
pramoniniu patikimumu;
mažomis eksploatavimo sąnaudomis.
Tai vienas geriausių pasirinkimų įmonėms, siekiančioms padidinti gamybos našumą ir efektyvumą, kartu optimizuojant investicijas.
Gaukite individualų komercinį pasiūlymą
Planuojate įsigyti naują vertikalų CNC frezavimo centrą?
UDBU specialistai padės parinkti tinkamiausią SMEC MCV 5700L komplektaciją jūsų gamybai, apskaičiuos našumą, pasiūlys automatizavimo sprendimus ir parengs individualų komercinį pasiūlymą.
Sužinokite daugiau apie įrenginį:
https://www.udbu.eu/produkti/item/metalapstrades-iekartas/cnc-frezesanas-centri/smec-mcv-5700l-cnc-frezesanas-centrs/
Susisiekite su UDBU jau šiandien ir gaukite profesionalią konsultaciją, investicijų atsiperkamumo skaičiavimą bei konkurencingą pasiūlymą jūsų gamybos įmonei.
5 ašių apdirbimas: privalumai, trūkumai ir kada jis iš tiesų reikalingas
 5 ašių apdirbimas: privalumai, trūkumai ir kada jis iš tiesų reikalingas
5 ašių apdirbimas: privalumai, trūkumai ir kada jis iš tiesų reikalingas
Šiuolaikinėje gamyboje vis svarbesni tampa tikslumas, gamybos greitis ir galimybė apdirbti sudėtingos geometrijos detales. Dėl šios priežasties 5 ašių CNC apdirbimas tapo standartu tokiose pramonės šakose kaip aviacija, automobilių pramonė, medicinos įrangos gamyba bei formų ir štampų gamyba. Tačiau ne kiekvienai detalei reikalingas 5 ašių apdirbimas. Šiame straipsnyje aptarsime, kuo jis skiriasi nuo įprasto 3 ašių apdirbimo, kokie yra pagrindiniai jo privalumai bei trūkumai ir kada šios technologijos naudojimas iš tiesų yra pagrįstas.
Kas yra 5 ašių apdirbimas?
Standartinės 3 ašių CNC staklės perkelia pjovimo įrankį trimis koordinatėmis – X, Y ir Z ašimis. Ruošinys lieka nejudantis, todėl norint apdirbti skirtingus paviršius dažnai tenka jį iš naujo perstatyti ir tvirtinti.
5 ašių apdirbimo centrai turi dar dvi sukimosi ašis, leidžiančias ruošiniui arba įrankiui pasisukti apdirbimo metu. Dėl to įrankis gali pasiekti detalę beveik iš bet kurio kampo.
Tai leidžia sudėtingas detales pagaminti vieno tvirtinimo metu, išlaikant itin aukštą visų paviršių tarpusavio tikslumą.
Pagrindiniai 5 ašių apdirbimo privalumai
1. Sudėtingos geometrijos detalių apdirbimas
Didžiausias 5 ašių apdirbimo privalumas – galimybė gaminti sudėtingų erdvinių formų detales be papildomų perstatymų.
Ši technologija plačiai naudojama:
aviacijos pramonėje;
energetikos sektoriuje;
medicinos prietaisų gamyboje;
turbinų gamyboje;
liejimo formų ir štampų gamyboje.
2. Didesnis tikslumas
Kiekvienas papildomas detalės perstatymas didina matavimo ir pozicionavimo paklaidų riziką.
Naudojant 5 ašių apdirbimą, dauguma operacijų atliekamos vieno tvirtinimo metu, todėl sumažėja paklaidų tikimybė ir užtikrinamas didesnis gaminio tikslumas.
3. Trumpesnis gamybos laikas
Nors programavimas yra sudėtingesnis, bendras gamybos laikas dažnai sutrumpėja, nes:
nebereikia daugkartinio detalės perstatymo;
ruošinio padėtis keičiama automatiškai;
sumažėja papildomų operacijų skaičius.
Didžiausia nauda pasiekiama gaminant prototipus bei mažų ir vidutinių serijų gaminius.
4. Aukštesnė paviršiaus kokybė
Apdirbimo metu įrankis nuolat išlaiko optimalų kampą detalės paviršiaus atžvilgiu.
Tai leidžia pasiekti:
geresnę paviršiaus kokybę;
mažesnį paviršiaus šiurkštumą;
mažesnį papildomo šlifavimo ar poliravimo poreikį.
5. Ilgesnis įrankio tarnavimo laikas
Tinkamai parinkta apdirbimo strategija leidžia tolygiau paskirstyti apkrovas pjovimo briaunai.
Dėl to mažėja įrankio nusidėvėjimas, gerėja apdirbimo stabilumas ir pailgėja įrankio eksploatavimo laikas.
5 ašių apdirbimo trūkumai
Nepaisant daugybės privalumų, ši technologija tinka ne visiems gamybos projektams.
Didesnės įrangos investicijos
5 ašių CNC apdirbimo centrai yra gerokai brangesni nei tradicinės 3 ašių CNC staklės.
Be pačių staklių, reikalinga:
moderni CAD/CAM programinė įranga;
galingos programavimo sistemos;
aukštos kvalifikacijos specialistai.
Sudėtingesnis programavimas
5 ašių įrankio trajektorijų kūrimas reikalauja didelės patirties.
Programavimo klaidos gali sukelti susidūrimą tarp įrankio, ruošinio ir pačių staklių.
Aukštesni reikalavimai operatoriams
Darbas su 5 ašių CNC staklėmis reikalauja gilių žinių apie:
CNC apdirbimo technologijas;
staklių kinematiką;
pjovimo įrankių parinkimą;
apdirbimo strategijas.
Kada 5 ašių apdirbimas iš tiesų reikalingas?
Didžiausią naudą ši technologija suteikia gaminant:
turbinų mentes;
sparnuotes;
impelerius;
medicininius implantus;
sudėtingas liejimo formas;
aviacinių variklių komponentus;
detales su daugybe pasvirusių ar sunkiai pasiekiamų paviršių.
Ji taip pat ypač naudinga gaminant prototipus ir nestandartines detales, kai svarbu sutrumpinti gamybos terminus.
Kada pakanka 3 ašių CNC apdirbimo?
Jeigu detalės geometrija yra gana paprasta, o daugumą paviršių galima apdirbti iš vienos krypties, 5 ašių technologijos naudojimas dažnai nėra ekonomiškai pagrįstas.
Tokiais atvejais 3 ašių CNC apdirbimas užtikrina:
mažesnes gamybos sąnaudas;
paprastesnį programavimą;
didelį našumą;
ekonomišką gamybą.
Todėl tinkamiausias apdirbimo būdas visada turėtų būti pasirenkamas atsižvelgiant į detalės geometriją, tikslumo reikalavimus, gamybos apimtį ir bendrą projekto biudžetą.
Kaip pasirinkti tinkamiausią apdirbimo technologiją?
Renkantis optimalų sprendimą paprastai vertinami šie veiksniai:
detalės geometrijos sudėtingumas;
reikalingų perstatymų skaičius;
tikslumo reikalavimai;
medžiaga;
gamybos apimtis;
leistinos gamybos sąnaudos.
Išankstinė technologinė analizė leidžia dar prieš pradedant gamybą pasirinkti efektyviausią ir ekonomiškiausią apdirbimo sprendimą.
Išvada
5 ašių CNC apdirbimas suteikia plačias galimybes gaminti sudėtingas ir itin tikslias detales, sumažinant perstatymų skaičių. Ši technologija padeda sutrumpinti gamybos laiką, pagerinti paviršiaus kokybę ir padidinti apdirbimo tikslumą.
Tačiau tai nėra universalus sprendimas visiems projektams. Paprastesnėms detalėms 3 ašių CNC apdirbimas dažnai išlieka ekonomiškesnis ir visiškai pakankamas.
Tinkamai pasirinkus apdirbimo technologiją dar projektavimo ir gamybos planavimo etape, galima sumažinti gamybos sąnaudas, sutrumpinti terminus ir užtikrinti, kad pagaminta detalė visiškai atitiks kokybės reikalavimus.
7 metalo apdirbimo operacijos, kurias kobotas gali perimti jau rytoj
 7 metalo apdirbimo operacijos, kurias kobotas gali perimti jau rytoj
7 metalo apdirbimo operacijos, kurias kobotas gali perimti jau rytoj
Kvalifikuotų darbuotojų trūkumas, augantys kokybės reikalavimai ir poreikis didinti gamybos našumą verčia metalo apdirbimo įmones ieškoti naujų automatizacijos sprendimų. Vienas prieinamiausių ir efektyviausių sprendimų šiandien yra kobotai – kolaboratyvūs robotai, galintys saugiai dirbti šalia žmonių ir greitai prisitaikyti prie skirtingų užduočių.
Skirtingai nuo tradicinių pramoninių robotų, kobotams nereikia sudėtingos infrastruktūros ar ilgo diegimo proceso. Daugelį operacijų galima automatizuoti per kelias savaites. Aptarkime septynias metalo apdirbimo operacijas, kurias kobotas gali perimti jau rytoj.
1. CNC staklių pakrovimas ir iškrovimas
CNC staklių aptarnavimas yra viena populiariausių kobotų taikymo sričių. Robotas gali automatiškai įdėti ruošinius ir išimti pagamintas detales iš tekinimo, frezavimo ar šlifavimo įrenginių.
Privalumai:
sumažėja staklių prastovos;
galima dirbti naktinėmis pamainomis;
užtikrinamas tikslus ir stabilus detalių padavimas;
didėja bendras gamybos efektyvumas.
Ypač efektyvu serijinėje gamyboje, kur operatoriai nuolat kartoja tas pačias operacijas.
2. Detalių paletizavimas ir pakavimas
Po apdirbimo detales reikia rūšiuoti, dėti į konteinerius arba ant palečių. Tai yra laiko imlus ir fiziškai monotoniškas darbas.
Kobotas gali:
sudėlioti detales pagal nustatytą schemą;
rūšiuoti gaminius pagal tipą;
paruošti produkciją transportavimui;
automatiškai fiksuoti pagamintų detalių kiekį.
3. Metalo konstrukcijų suvirinimas
Šiuolaikiniai kobotai sėkmingai naudojami MIG/MAG ir TIG suvirinimo procesuose. Lengvas programavimas leidžia juos naudoti net mažose partijose ir dažnai besikeičiančioje gamyboje.
Pagrindiniai privalumai:
pastovi suvirinimo kokybė;
mažesnis broko kiekis;
saugesnės darbo sąlygos;
galimybė dirbti be pertraukų.
Daugeliui įmonių robotizuotas suvirinimas tampa pirmu žingsniu automatizacijos link.
4. Paviršių šlifavimas ir šerpetų šalinimas
Metalo paviršių apdirbimas yra viena fiziškai sunkiausių ir monotoniškiausių operacijų. Rankinis darbas dažnai priklauso nuo operatoriaus nuovargio.
Kobotas gali atlikti:
šerpetų šalinimą;
kraštų šlifavimą;
paviršių poliravimą;
galutinį apdirbimą.
Nuolatinė jėga ir tikslūs judesiai užtikrina vienodą rezultatą kiekvienai detalei.
5. Kokybės kontrolė naudojant mašininį matymą
Aprūpintas mašininio matymo sistema, kobotas gali automatiškai tikrinti detalių matmenis, formą ir paviršiaus kokybę.
Automatizuota kokybės kontrolė leidžia:
anksti aptikti defektus;
sumažinti pretenzijų skaičių;
pagreitinti tikrinimo procesą;
gauti objektyvius kokybės duomenis.
Tai ypač svarbu gamintojams, kuriems keliami aukšti tikslumo reikalavimai.
6. Detalių transportavimas tarp darbo vietų
Daugelyje įmonių nemaža darbo laiko dalis skiriama detalių pernešimui tarp įrenginių.
Kobotas gali:
perkelti detales tarp darbo zonų;
aptarnauti kelias stakles vienu metu;
papildyti tarpinio sandėliavimo vietas;
automatizuoti vidinę logistiką.
Tai leidžia darbuotojams susitelkti į sudėtingesnes ir didesnę vertę kuriančias užduotis.
7. Dangų dengimas ir paviršių apdorojimas
Dažymas, apsauginių dangų dengimas ir kitos panašios operacijos reikalauja didelio tikslumo ir pakartojamumo.
Koboto naudojimas užtikrina:
tolygų medžiagos padengimą;
mažesnes sąnaudas;
mažiau broko;
didesnį darbo saugumą.
Taip pat sumažinama žmogiškojo faktoriaus įtaka galutinei produkto kokybei.
Kodėl verta rinktis kobotą?
Kolaboratyvių robotų pagrindinis privalumas – lankstumas. Juos galima greitai pritaikyti naujiems gaminiams, jie užima mažai vietos ir gali dirbti šalia žmonių be sudėtingų apsauginių aptvėrimų.
Metalo apdirbimo įmonėms tai reiškia galimybę pradėti automatizaciją nuo vienos darbo vietos, greitai pasiekti ekonominį efektą ir palaipsniui plėsti robotizaciją visoje gamyboje.
Išvada
Kobotai šiandien jau nebėra ateities technologija – tai praktinis įrankis gamybos efektyvumui didinti. CNC staklių aptarnavimas, suvirinimas, šlifavimas, kokybės kontrolė ir vidinė logistika yra tik dalis procesų, kuriuos galima automatizuoti be didelių infrastruktūros investicijų.
Įmonės, kurios pradeda robotizaciją dabar, įgyja ne tik didesnį našumą, bet ir svarbų konkurencinį pranašumą rinkoje, kur greitis, kokybė ir lankstumas tampa lemiamais veiksniais.
Norite sužinoti, kurias operacijas jūsų gamyboje galima automatizuoti?
UDBU padeda įmonėms diegti kobotus, pramoninius robotus ir automatizacijos sprendimus metalo apdirbimui – nuo proceso analizės iki pilnos integracijos ir mokymų. Daugiau informacijos apie automatizaciją: https://www.udbu.eu/automatizacija/
Dažniausios aspiracijos sistemų projektavimo klaidos metalo apdirbimo ceche
 Dažniausios aspiracijos sistemų projektavimo klaidos metalo apdirbimo ceche
Dažniausios aspiracijos sistemų projektavimo klaidos metalo apdirbimo ceche
Šiuolaikiniuose metalo apdirbimo cechuose aspiracijos sistema jau seniai nebėra tik „papildoma opcija“. CNC įrenginių darbo metu, frezavimo, šlifavimo ir tekinimo procesuose į orą patenka alyvos rūkas, aušinimo skysčio aerozoliai ir smulkios metalo dalelės. Netinkamai suprojektuota oro valymo sistema ne tik užteršia cechą, bet ir pagreitina įrangos nusidėvėjimą, blogina darbo sąlygas ir didina priežiūros išlaidas.
Aptarkime dažniausiai pasitaikančias klaidas projektuojant aspiracijos sistemas metalo apdirbime.
1. Neteisingas sistemos galios apskaičiavimas
Viena dažniausių klaidų – įrangos pasirinkimas „iš akies“ arba tik pagal kainą. Norint užtikrinti efektyvų oro valymą, būtina įvertinti:
įrenginių skaičių
apdirbimo tipą
naudojamo aušinimo skysčio kiekį
alyvos rūko susidarymo intensyvumą
patalpos plotą
Jei sistemos galia nepakankama, aerozoliai lieka ore ir nusėda ant įrangos.
2. Aspiracijos sistemos įrengimas per toli nuo taršos šaltinio
Kuo ilgesni oro ortakiai ir kuo daugiau alkūnių sistemoje, tuo mažesnis alyvos rūko surinkimo efektyvumas. Dažnai įranga montuojama ten, kur „yra vietos“, o ne ten, kur tai efektyviausia.
Praktiškai geriausi rezultatai pasiekiami naudojant lokalų filtravimą — kai oro valytuvas įrengiamas tiesiai prie įrenginio.
3. Netinkamos filtravimo technologijos naudojimas
Skirtingi metalo apdirbimo procesai sukuria skirtingus teršalus. Stambioms drožlėms, smulkiam alyvos rūkui ir dūmams reikalingos skirtingos filtravimo technologijos:
mechaninis filtravimas
koalescencinis filtravimas
centrifuginis filtravimas
HEPA filtravimas
Netinkamai pasirinkta technologija sukelia greitą filtrų užsikimšimą ir mažina sistemos efektyvumą.
4. Priežiūros ignoravimas jau projektavimo etape
Dažnai sistemos projektuojamos neatsižvelgiant į būsimą priežiūrą. Dėl to:
filtrus sunku pakeisti
sistemą sudėtinga valyti
nėra alyvos drenažo
priežiūra reikalauja gamybos stabdymo
Šiuolaikinės sistemos turi užtikrinti lengvą prieigą prie filtrų ir minimalias prastovas.
5. Viena sistema visoms įrangoms be oro srautų balansavimo
Kelių CNC įrenginių prijungimas prie vienos sistemos be tinkamo oro srautų skaičiavimo – dar viena dažna klaida. Skirtingi įrenginiai sukuria nevienodą apkrovą, todėl be balansavimo dalis įrangos lieka nepakankamai aptarnauta.
6. Energetinio efektyvumo ignoravimas
Kai kurios įmonės vis dar išleidžia išvalytą orą į lauką net žiemą, taip prarasdamos šilumą ir didindamos šildymo sąnaudas. Šiuolaikinės sistemos leidžia efektyviai išvalyti orą ir grąžinti jį į patalpą laikantis saugos reikalavimų.
Praktinis sprendimas vietiniam oro valymui
Metalo apdirbimo įrenginiams, kuriuose susidaro alyvos rūkas ir aušinimo skysčio aerozoliai, efektyvus sprendimas yra kompaktiškos vietinės oro valymo sistemos, montuojamos tiesiai prie taršos šaltinio.
Vienas iš tokių sprendimų yra Precitonix OMM 150 Eļļas Miglas Savācējs — pramoninis centrifuginis alyvos rūko surinkėjas metalo apdirbimui. Sistema užtikrina:
daugiapakopį filtravimą
iki 99% taršos surinkimą
kompaktišką montavimą prie įrenginio
mažą triukšmo lygį
aušinimo skysčio grąžinimą į sistemą
mažesnę įrangos ir oro taršą ceche
Išvada
Tinkamai suprojektuota aspiracijos sistema tiesiogiai veikia gamybos saugumą, įrangos tarnavimo laiką ir apdirbimo kokybę. Dauguma problemų kyla ne dėl įrangos kokybės, o dėl projektavimo klaidų.
Vietinis oro valymas, tinkamas filtravimo pasirinkimas ir moderni įranga leidžia ženkliai sumažinti alyvos rūko koncentraciją ir pagerinti darbo sąlygas metalo apdirbimo ceche.
Kada Seco ir Sandvik tikrai pateisina savo kainą — ir kur YG-1 pasirodo ekonomiškai naudingesnis
 Kada Seco ir Sandvik tikrai pateisina savo kainą — ir kur YG-1 pasirodo ekonomiškai naudingesnis
Kada Seco ir Sandvik tikrai pateisina savo kainą — ir kur YG-1 pasirodo ekonomiškai naudingesnis
Metalo apdirbimo įrankių rinkoje jau seniai vyrauja nuomonė: jei reikia „rimto“ rezultato — rinkis Seco Tools arba Sandvik Coromant.
Ir iš tiesų — šie gamintojai siūlo labai aukštą stabilumą, ilgaamžiškumą ir našumą.
Tačiau realioje gamyboje pagrindinis klausimas beveik visada yra detalės savikaina.
Ir būtent čia korėjietiškas YG-1 daugelyje užduočių tampa gerokai ekonomiškesniu pasirinkimu.
Kada Seco ir Sandvik tikrai verti savo kainos
Premium klasės plokštelės yra brangios ne tik dėl prekės ženklo.
Pagrindinis jų pranašumas — dangų technologijos ir stabili geometrija. Pavyzdžiui, Seco naudoja savo Duratomic technologiją, kuri padidina atsparumą dilimui esant aukštai temperatūrai ir dideliems pjovimo greičiams.
Ką tai suteikia gamybai:
didesnį pjovimo greitį;
prognozuojamesnį dėvėjimąsi;
ilgesnį vienos pjovimo briaunos tarnavimo laiką;
mažiau staklių sustojimų keičiant plokšteles;
stabilesnę detalių kokybę serijinėje gamyboje.
Ypač gerai tai atsiskleidžia:
didelėse serijose;
24/7 gamyboje;
automatizuotose linijose;
apdirbant sudėtingas medžiagas;
kai kiekviena staklių prastova kainuoja brangiai.
Tokiose sąlygose brangesnė plokštelė tikrai atsiperka — ne dėl mažesnės pirkimo kainos, o dėl mažesnių prastovų ir didesnio produktyvumo.
Kur YG-1 ekonomiškai naudingesnis
Tačiau ne kiekvienas cechas dirba idealiomis sąlygomis.
Daugelyje realių užduočių plokštelės nespėja išnaudoti savo „premium“ resurso, nes įrankį sugadina kiti veiksniai:
nepakankamas staklių standumas;
vibracijos;
oksido sluoksnis;
pertraukiamas pjovimas;
smūginės apkrovos;
nestabili medžiaga;
netinkami režimai.
Ir būtent čia kyla pagrindinis klausimas:
jei brangi plokštelė nuskilinėja taip pat greitai kaip pigesnė alternatyva, kam permokėti?
Kainų skirtumas — labai reikšmingas
Vidutiniškai YG-1 plokštelės kainuoja apie 40–50% mažiau nei analogiškos Seco ar Sandvik plokštelės.
Apdirbant:
paprastą konstrukcinį plieną;
aliuminį;
nesudėtingas detales;
mažas serijas,
skirtumas tarp tarnavimo laiko dažnai būna minimalus.
Tai reiškia:
detalės kokybė išlieka tokia pati;
resursas skiriasi nežymiai;
tačiau įrankių sąnaudos sumažėja beveik perpus.
Todėl daugelis gamyklų palaipsniui pereina prie YG-1 ten, kur nėra prasmės permokėti už „atsargą“, kuri realiai nėra išnaudojama.
Dažniausia klaida renkantis plokšteles
Daugelis vertina įrankį tik pagal pirkimo kainą.
Tačiau reikia skaičiuoti vienos detalės apdirbimo kainą.
Kartais plokštelė kainuoja 50% brangiau, bet tarnauja dvigubai ilgiau — tuomet ji ekonomiškai naudingesnė.
Tačiau kartais būna priešingai:
premium plokštelė tarnauja tik 10–15% ilgiau;
bet kainuoja beveik dvigubai daugiau.
Tokiu atveju ekonomika jau aiškiai yra YG-1 pusėje.
Kada perėjimas prie YG-1 ypač pagrįstas
YG-1 dažnai tampa geriausiu pasirinkimu, jei:
staklių standumas yra vidutinis;
vyksta pertraukiamas tekinimas;
apdirbamos ruošinių detalės su oksido sluoksniu;
įrankis reguliariai gauna smūgines apkrovas;
naudojami universalūs, o ne maksimaliai agresyvūs režimai;
svarbiau sumažinti savikainą nei pasiekti maksimalų pjovimo greitį.
Daugeliui mažų ir vidutinių gamybos įmonių būtent tokia situacija yra kasdienybė.
Išvada
Jei Seco arba Sandvik plokštelės jums tarnauja ilgai, stabiliai ir prognozuojamai — keisti jas vien dėl nedidelio sutaupymo dažniausiai nėra prasmės.
Tačiau jei įrankis reguliariai:
nuskilinėja;
lūžta;
greitai susidėvi dėl sunkių sąlygų;
nespėja išnaudoti savo resurso,
tuomet perėjimas prie YG-1 gali sumažinti įrankių sąnaudas beveik dvigubai be reikšmingo rezultato praradimo.
Kaip suprasti, ar YG-1 bus naudingesnis būtent jums
Kad galėtume tiksliai apskaičiuoti ekonomiką jūsų cechui, atsakykite tik į tris klausimus:
Kiek minučių gryno pjovimo (arba kiek detalių) šiuo metu atlaiko viena Seco plokštelės pjovimo briauna?
Kokią medžiagą apdirbate: nerūdijantį plieną, konstrukcinį plieną ar ketų?
Ar plokštelės dėvisi tolygiai, ar dažniau nuskilinėja ir lūžta anksčiau laiko?
Po to bus galima objektyviai palyginti vienos detalės apdirbimo kainą ir suprasti, ar perėjimas prie YG-1 suteiks realų sutaupymą būtent jūsų gamyboje.
Kaip pasirinkti pjovimo režimus nerūdijančio plieno apdirbimui su SMEC CNC staklėmis
 Kaip pasirinkti pjovimo režimus nerūdijančio plieno apdirbimui su SMEC CNC staklėmis
Kaip pasirinkti pjovimo režimus nerūdijančio plieno apdirbimui su SMEC CNC staklėmis
Nerūdijantis plienas laikomas viena sudėtingiausių medžiagų mechaniniam apdirbimui. Didelis klampumas, polinkis sukietėti apdirbimo metu ir intensyvus įrankio kaitimas reikalauja tiksliai parinktų pjovimo režimų. Tai ypač svarbu dirbant su moderniomis SMEC CNC staklėmis, kurių didelis našumas ir galingi velenai leidžia efektyviai apdirbti tiek AISI 304, tiek karščiui atsparius plienus.
Kodėl nerūdijantį plieną sunku apdirbti
Pagrindinės problemos apdirbant nerūdijantį plieną:
greitas pjovimo įrankio nusidėvėjimas;
apnašų susidarymas ant pjovimo briaunos;
aukšta temperatūra pjovimo zonoje;
vibracijos dėl nepakankamo standumo;
paviršiaus sukietėjimas dėl netinkamos pastūmos.
Todėl standartiniai režimai, naudojami anglies plienui, čia netinka.
Kokie parametrai lemia pjovimo režimus
Nustatant CNC stakles reikia atsižvelgti į:
nerūdijančio plieno rūšį;
apdirbimo tipą (tekinimas, frezavimas, gręžimas);
įrankio medžiagą;
sistemos „staklės–įrankis–detalė“ standumą;
aušinimo skysčio naudojimą;
veleno galią ir kreipiančiųjų tipą.
Pavyzdžiui, tekinimo centrai SMEC SL 2000 CNC Turning Center turi iki 6000 aps./min veleną ir iki 18,5 kW galią, todėl leidžia stabiliai apdirbti nerūdijantį plieną net esant didelėms apkrovoms.
Rekomenduojami pjovimo režimai nerūdijančiam plienui
AISI 304 tekinimas kietlydinio įrankiu
| Parametras | Grubus apdirbimas | Baigiamasis apdirbimas |
|---|---|---|
| Pjovimo greitis (Vc) | 120–180 m/min | 180–250 m/min |
| Pastūma (f) | 0,20–0,40 mm/aps. | 0,05–0,15 mm/aps. |
| Pjovimo gylis (ap) | 1,5–4 mm | 0,2–1 mm |
Svarbiausia taisyklė — vengti per mažos pastūmos. Nerūdijantis plienas greitai sukietėja, todėl įrankis pradeda „trinti“ paviršių, o ne pjauti medžiagą.
Kaip SMEC staklės padeda apdirbant nerūdijantį plieną
Šiuolaikinės SMEC CNC staklės turi keletą svarbių privalumų dirbant su sunkiai apdirbamomis medžiagomis.
Didelis konstrukcijos standumas
SL serijoje naudojama sustiprinta konstrukcija ir dėžinio tipo kreipiančiosios, kurios sumažina vibracijas sunkaus apdirbimo metu.
Galingas velenas
Pavyzdžiui, modelis SMEC SL 2500SY CNC Turning Center turi iki 26 kW galios veleną ir leidžia apdirbti daugiau nei 1200 mm ilgio detales.
Didelis greitųjų eigų greitis
Greitos ašių pastūmos sumažina tuščiosios eigos laiką ir padidina produktyvumą serijinėje gamyboje.
Varomų įrankių palaikymas
Modeliai su „M“ ir „Y“ indeksais leidžia atlikti frezavimą, gręžimą ir sriegimą vienu užspaudimu, kas ypač svarbu sudėtingų nerūdijančio plieno detalių gamyboje.
Kokį įrankį naudoti
Nerūdijančio plieno apdirbimui rekomenduojama naudoti:
kietlydinio įrankius su TiAlN arba AlTiN danga;
plokšteles su teigiama geometrija;
aštrias pjovimo briaunas;
vidinį aušinimo skysčio padavimą.
Dirbant dideliais apsisukimais su SMEC staklėmis ypač svarbu naudoti kokybiškus subalansuotus įrankius.
Dažniausios klaidos pasirenkant pjovimo režimus
Per mažas pjovimo greitis
Tai sukelia medžiagos sukietėjimą ir pagreitina įrankio nusidėvėjimą.
Nepakankama pastūma
Įrankis pradeda perkaisti ir blogina paviršiaus kokybę.
Nepakankamas aušinimas
Nerūdijantis plienas blogai išsklaido šilumą, todėl perkaitimas atsiranda labai greitai.
Per didelis įrankio išsikišimas
Net ir standžioms staklėms reikalingas minimalus įrankio išsikišimas, kad būtų išvengta vibracijų.
Praktinis pavyzdys SMEC SL 2000 staklėms
Apdirbant AISI 304 veleną, kurio skersmuo 60 mm, su SMEC SL 2000 CNC Turning Center galima naudoti tokius parametrus:
Vc = 160 m/min;
apsisukimai ≈ 850 aps./min;
pastūma = 0,25 mm/aps.;
pjovimo gylis = 2 mm;
CNMG plokštelė su TiAlN danga.
Tokie parametrai užtikrina stabilų drožlių formavimąsi, minimalias vibracijas ir ilgą įrankio tarnavimo laiką.
Išvada
Tinkamai parinkti pjovimo režimai apdirbant nerūdijantį plieną tiesiogiai veikia įrankio tarnavimo laiką, paviršiaus kokybę ir CNC įrangos produktyvumą. SMEC staklės dėl didelio standumo, galingų velenų ir modernių valdymo sistemų puikiai tinka tiek serijinei gamybai, tiek sudėtingam preciziniam apdirbimui.
5 požymiai, kad gamybinio cecho oro valymo sistemą reikia modernizuoti
 5 požymiai, kad gamybinio cecho oro valymo sistemą reikia modernizuoti
5 požymiai, kad gamybinio cecho oro valymo sistemą reikia modernizuoti
Šiuolaikinėje metalo apdirbimo pramonėje oro kokybė tapo ne mažiau svarbi nei įrangos tikslumas ar gamybos efektyvumas. CNC apdirbimo metu susidaro alyvos rūkas, aušinimo skysčių aerozoliai ir smulkios dalelės, kurios palaipsniui kaupiasi darbo aplinkoje. Jei oro valymo sistema nebesugeba efektyviai susidoroti su tarša, tai daro įtaką tiek darbuotojų komfortui, tiek įrangos darbui ir įmonės sąnaudoms.
Daugeliu atvejų problemos prasideda nepastebimai, tačiau laikui bėgant tampa vis labiau akivaizdžios. Štai penki požymiai, rodantys, kad atėjo metas modernizuoti oro valymo sistemą.
1. Ant įrangos ir paviršių susidaro alyvos nuosėdos
Vienas pirmųjų požymių – lipni alyvos plėvelė ant CNC įrenginių, įrankių, apšvietimo elementų ar grindų. Tai reiškia, kad alyvos aerozoliai nėra tinkamai surenkami ir nusėda patalpoje.
Tokia tarša ne tik sukelia nešvarą, bet ir:
blogina elektronikos veikimą;
didina įrangos nusidėvėjimą;
apsunkina priežiūrą;
sukelia papildomą saugumo riziką.
Šiuolaikinės alyvos rūko surinkimo sistemos padeda ženkliai sumažinti šią problemą, surinkdamos aerozolius ties jų susidarymo šaltiniu.
2. Cecho ore nuolat jaučiamas alyvos ar aušinimo skysčio kvapas
Jei gamybinėse patalpose ilgą laiką išlieka stiprus kvapas, tai rodo padidėjusią taršos koncentraciją ore.
Tai ypač būdinga:
intensyviems CNC apdirbimo procesams;
šlifavimui;
didelio greičio frezavimui;
uždaroms darbo zonoms su nepakankama ventiliacija.
Ilgalaikis užteršto oro poveikis blogina darbo aplinką ir mažina komfortą darbuotojams. Todėl vis daugiau įmonių renkasi lokalias oro valymo sistemas, kurios surenka alyvos rūką tiesiog jo susidarymo vietoje.
3. Filtrus reikia keisti per dažnai
Jei ventiliacijos sistemos filtrai greitai užsikemša ir jų efektyvumas smarkiai sumažėja, tai gali reikšti, kad esama sistema nebeatitinka gamybos apkrovos.
Tai dažniausiai rodo:
nepakankamą filtravimo pakopų skaičių;
per didelę sistemos apkrovą;
pasenusias technologijas;
neefektyvią oro cirkuliaciją.
Šiuolaikinės sistemos naudoja daugpakopį filtravimą, kuris leidžia atskirti stambesnes daleles dar prieš pagrindinį filtrą. Tai sumažina priežiūros dažnumą ir eksploatacijos išlaidas.
4. Patalpose tampa karšta ir tvanku
Pasenusios ventiliacijos sistemos dažnai veikia principu – užterštas oras visiškai pašalinamas iš patalpų. Tai sukelia papildomą apkrovą šildymo ir vėdinimo sistemoms.
Dėl to įmonės susiduria su:
didesnėmis energijos sąnaudomis;
nestabilia mikroklimato kontrole;
nekomfortiška darbo aplinka;
padidėjusia temperatūra ir drėgme.
Modernios oro valymo sistemos leidžia išvalytą orą grąžinti atgal į cechą, taip sumažinant energijos nuostolius ir užtikrinant stabilesnį mikroklimatą.
5. Gamyba išsiplėtė, bet ventiliacijos sistema nebuvo atnaujinta
Labai dažna situacija – įmonės investuoja į naujas CNC stakles ir didina gamybos apimtis, tačiau oro valymo sistema lieka tokia pati kaip prieš daugelį metų.
Dėl to:
didėja aerozolių koncentracija;
greičiau užsiteršia įranga;
auga priežiūros sąnaudos;
prastėja oro kokybė.
Tokiais atvejais efektyvus sprendimas yra kompaktiški lokalūs alyvos rūko surinkėjai, kuriuos galima montuoti tiesiai prie CNC įrenginių be sudėtingos ventiliacijos rekonstrukcijos.
Efektyvus sprendimas šiuolaikinei metalo apdirbimo pramonei
Vienas iš praktiškų sprendimų yra Precitonix OMM 150 alyvos rūko surinkėjas. Jis skirtas lokaliam oro valymui metalo apdirbimo procesuose, kur susidaro alyvos aerozoliai ir aušinimo skysčių rūkas.
Sistema užtikrina:
efektyvų daugpakopį filtravimą;
kompaktišką montavimą prie įrenginio;
mažą triukšmo lygį;
sumažintą priežiūros poreikį;
švaresnę ir saugesnę darbo aplinką.
Tokie sprendimai padeda ne tik pagerinti oro kokybę, bet ir pailgina įrangos tarnavimo laiką bei sumažina bendras eksploatacijos išlaidas.
Pabaigai
Oro kokybė metalo apdirbimo ceche tiesiogiai veikia darbo saugumą, įrangos patikimumą ir įmonės efektyvumą. Jei patalpose atsiranda alyvos nuosėdų, nuolat jaučiamas kvapas arba ventiliacijos sistema nebeužtikrina komfortiškos aplinkos, tai aiškus ženklas, kad reikalinga modernizacija.
Laiku investuojant į modernias alyvos rūko surinkimo sistemas galima sukurti saugesnę, švaresnę ir efektyvesnę gamybinę aplinką ilgalaikėje perspektyvoje.
UDBU pradeda bendradarbiavimą su FAIRINO pramoninės robotikos srityje
 UDBU pradeda bendradarbiavimą su FAIRINO pramoninės robotikos srityje
UDBU pradeda bendradarbiavimą su FAIRINO pramoninės robotikos srityje
Įmonė FAIRINO ir UDBU komanda skelbia apie bendradarbiavimo pradžią pramoninės robotikos ir gamybos procesų automatizavimo srityje.
Partnerystės tikslas — vystyti vietinius kolaboratyvinių robotų (cobotų) diegimo projektus įvairių sektorių įmonėse — nuo metalo apdirbimo ir surinkimo linijų iki pakavimo, logistikos bei gamybos procesų su pasikartojančiomis operacijomis.
FAIRINO kolaboratyviniai robotai leidžia įmonėms greičiau pereiti prie modernių automatizavimo sprendimų dėl:
saugaus žmogaus ir roboto bendradarbiavimo;
lankstaus integravimo į esamus gamybos procesus;
sumažintos darbuotojų apkrovos;
didesnio procesų stabilumo ir kokybės;
gamybos sąnaudų optimizavimo.
Bendradarbiavimo metu UDBU orientuosis į vietinių sprendimų kūrimą ir diegimą regiono įmonėms, įskaitant:
gamybos procesų analizę;
robotizuotų darbo celių projektavimą;
įrangos integraciją;
robotų programavimą ir konfigūravimą;
projektų priežiūrą ir techninį palaikymą.
Pagrindinis partnerystės tikslas — padaryti modernius robotizacijos sprendimus prieinamesnius vietos verslui ir paspartinti gamybos skaitmeninę transformaciją.

Kolaboratyvinių robotų naudojimas tampa ypač aktualus augant automatizacijos poreikiui, trūkstant kvalifikuotų specialistų ir įmonėms siekiant didesnio gamybos efektyvumo.
UDBU šią kryptį vertina kaip strategiškai svarbią inžinerinių ir gamybinių kompetencijų plėtrai bei naujų pramoninės automatizacijos sprendimų kūrimui.
Adaptuotos frezavimo strategijos CAM sistemose: lentelės, parametrai ir Fusion 360, NX bei Mastercam palyginimas
 Adaptuotos frezavimo strategijos CAM sistemose: lentelės, parametrai ir Fusion 360, NX bei Mastercam palyginimas
Adaptuotos frezavimo strategijos CAM sistemose: lentelės, parametrai ir Fusion 360, NX bei Mastercam palyginimas
Įvadas
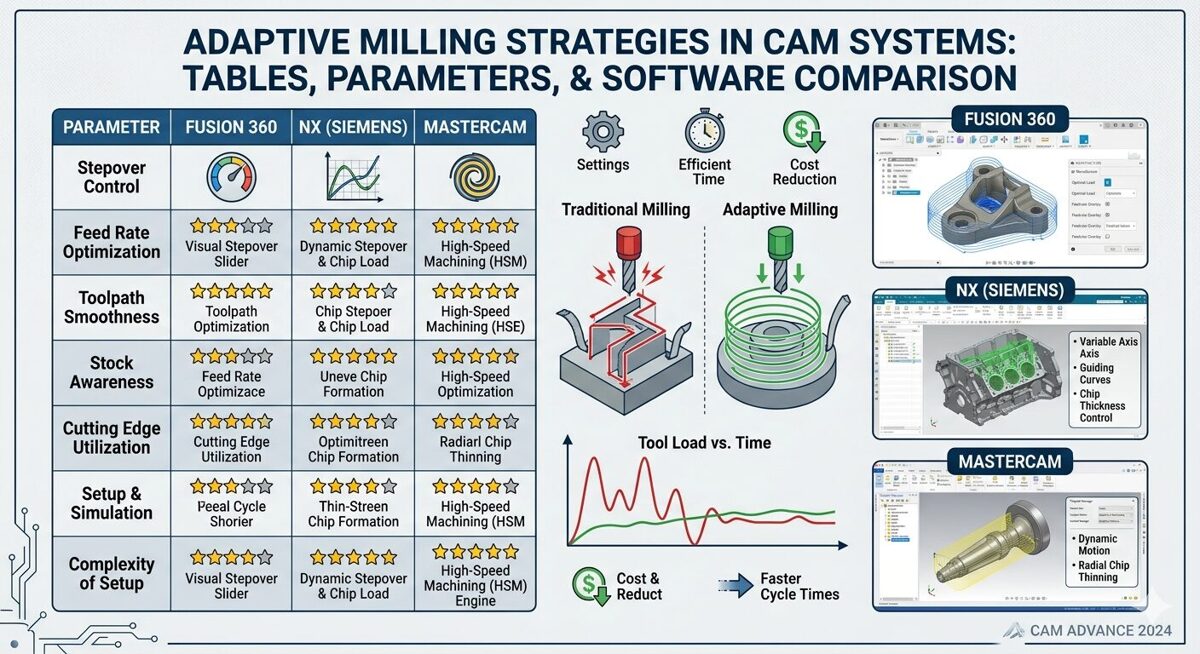
Adaptuotas frezavimas yra viena iš pagrindinių didelio efektyvumo apdirbimo (HEM) technologijų, leidžianti padidinti našumą 2–5 kartus, valdant įrankio apkrovą ir optimizuojant trajektorijas.
Skirtingai nei tradicinės strategijos:
įrankis dirba su pastoviu drožlės storiu
sumažinama radialinė apkrova
padidinamas ašinis pjovimo gylis
Rezultatas – mažesnis įrankio nusidėvėjimas, didesnis greitis ir geresnė paviršiaus kokybė.
1 lentelė — CAM sistemų palyginimas adaptuotam frezavimui
| Parametras | Fusion 360 | Siemens NX | Mastercam |
|---|---|---|---|
| Strategijos tipas | Adaptive Clearing | Adaptive Roughing | Dynamic Milling |
| Apkrovos kontrolė | Automatinė | Pastovi drožlės apkrova | Dynamic Motion |
| 5 ašių apdirbimas | Ribotas | Pilnas | Pilnas |
| CAD integracija | Integruota | Integruota | Dalinė |
| Debesų sprendimai | Taip | Iš dalies | Ne |
| Sudėtingumo lygis | Žemas | Aukštas | Vidutinis |
Išvada:
Fusion 360 tinka greitam įdiegimui ir mažoms dirbtuvėms
Siemens NX skirtas sudėtingam ir 5 ašių apdirbimui
Mastercam yra universalus sprendimas
2 lentelė — Adaptuoto frezavimo efektyvumas
| Rodiklis | Tradicinis apdirbimas | Adaptuotas frezavimas | Pokytis |
|---|---|---|---|
| Apdirbimo laikas | 100% | 20–40% | −60–80% |
| Įrankio tarnavimo laikas | 100% | 150–300% | +50–200% |
| Medžiagos pašalinimo greitis | 100% | 200–500% | +100–400% |
| Paviršiaus šiurkštumas | Ra 3.2 | Ra 0.8–1.6 | iki −75% |
| Energijos sąnaudos | 100% | 70–85% | −15–30% |
Tai rodo, kad adaptuotas frezavimas yra žymiai efektyvesnis visais pagrindiniais aspektais.
3 lentelė — Pagrindiniai adaptuoto apdirbimo parametrai
| Parametras | Diapazonas | Plienas | Aliuminis |
|---|---|---|---|
| Radialinis pjovimo gylis (ae) | 5–25% D | 7–12% | 15–20% |
| Ašinis pjovimo gylis (ap) | 1–5D | 2–3D | 3–4D |
| Padavimas vienam dantukui | 0.05–0.3 mm | 0.1–0.15 | 0.2–0.25 |
| Pjovimo greitis | 50–500 m/min | 120–180 | 300–450 |
| Minimalus spindulys | 0.5–3D | 1–1.5D | 0.5–1D |
Pagrindinis principas:
mažas ae ir didelis ap užtikrina maksimalų efektyvumą.
4 lentelė — Rekomendacijos pagal medžiagas
| Medžiaga | Įrankis | Danga | Rekomenduojama CAM sistema |
|---|---|---|---|
| Konstrukcinis plienas | Kietlydinio freza | TiAlN | NX / Mastercam |
| Nerūdijantis plienas | Kintamo žingsnio freza | AlCrN | Mastercam |
| Aliuminis 6061 | Aštri pjovimo briauna | Be dangos | Fusion 360 |
| Titanas | Sustiprintas įrankis | TiAlN + DLC | NX |
| Inkonelis | Keraminis įrankis | Al2O3 | NX |
Kaip veikia adaptuotas frezavimas
Pagrindinis principas – išlaikyti pastovią apkrovą įrankiui.
Tai pasiekiama naudojant:
trochoidines trajektorijas
automatinį padavimo reguliavimą
geometrijos analizę
Efektyvumo formulė:
Efektyvumas = (T_tradicinis − T_adaptuotas) / T_tradicinis × 100%
Strategijų nustatymai CAM sistemose
Fusion 360
Optimal Load: 0.5 mm (aliuminiui)
Keep Tool Down: įjungta
Stock to Leave: 0.2 mm
Tinka greitam įdiegimui ir mokymuisi.
Siemens NX
ae: 7–12%
ap: 2–3D
DI pagrįsta parametrų optimizacija
Užtikrina maksimalų tikslumą ir kontrolę.
Mastercam
Dynamic Milling
Step: 5–15%
Integruoti baigiamieji perėjimai
Puikiai tinka serijinei gamybai.
Dažniausios klaidos
per didelis ae sukelia įrankio perkrovą
per mažas ap mažina efektyvumą
netinkamas padavimas sukelia vibracijas
neatsižvelgiama į staklių standumą
Įrangos reikalavimai
Minimalūs reikalavimai:
standumas ≥ 50 N/µm
veleno greitis ≥ 10 000 aps./min
galia ≥ 15 kW
Diegimo planas verslui
| Etapas | Trukmė |
|---|---|
| Auditas | 1–2 mėnesiai |
| Mokymai | 2 mėnesiai |
| Pilotinis projektas | 3–4 mėnesiai |
| Plėtra | iki 6 mėnesių |
Išvada
Adaptuotas frezavimas suteikia:
žymiai trumpesnį apdirbimo laiką
ilgesnį įrankio tarnavimo laiką
geresnę paviršiaus kokybę
Sistemos pasirinkimas:
mažoms dirbtuvėms — Fusion 360
sudėtingoms detalėms — Siemens NX
universaliai gamybai — Mastercam
Kaip pasirinkti tarp pramoninio roboto ir koboto metalo apdirbimo gamyboje
 Kaip pasirinkti tarp pramoninio roboto ir koboto metalo apdirbimo gamyboje
Kaip pasirinkti tarp pramoninio roboto ir koboto metalo apdirbimo gamyboje
Metalo apdirbimo automatizacija šiandien jau nėra klausimas „ar reikia“, o klausimas – kokią technologiją pasirinkti.
Pagrindinė dilema: pramoninis robotas ar kobotas?
Netinkamas pasirinkimas šiame etape gali kainuoti dešimtis tūkstančių eurų ir kelis mėnesius diegimo laiko. Panagrinėkime, kaip priimti teisingą sprendimą.
Koks yra pagrindinis skirtumas
Skirtumas tarp šių robotų yra ne tik konstrukcijoje, bet ir jų naudojimo filosofijoje:
Pramoniniai robotai – galingos, greitos ir pilnai automatizuotos sistemos
Kobotai (bendradarbiaujantys robotai) – lankstūs pagalbininkai, dirbantys kartu su operatoriumi
Kobotai sukurti darbui šalia žmogaus, o pramoniniai robotai dažniausiai veikia izoliuotose saugos zonose.
Palyginimas: robotas vs kobotas metalo apdirbime
| Kriterijus | Kobotas | Pramoninis robotas |
|---|---|---|
| Keliamoji galia | iki ~25 kg | iki 2000+ kg |
| Greitis | žemas–vidutinis | aukštas |
| Saugumas | be apsauginių aptvarų | reikalingos saugos sistemos |
| Diegimas | greitas (dienos/savaitės) | sudėtingas (savaitės/mėnesiai) |
| Lankstumas | aukštas | žemas |
| Gamyba | mažos/vidutinės serijos | masinė gamyba |
| ROI | 8–18 mėn. | 18–36 mėn. |
Kada rinktis kobotą
Kobotai idealiai tinka metalo apdirbimui, jei:
1. Dažnai keičiasi detalės
Mažų serijų ar vienetinė gamyba reikalauja lankstumo.
Kobotą galima perprogramuoti per kelias valandas.
2. Trūksta darbuotojų
Kobotas veikia kaip „antros rankos“:
CNC staklių aptarnavimas
ruošinių padavimas
paprasta kokybės kontrolė
3. Ribota erdvė
Nereikia apsauginių aptvarų – taupoma vieta.
4. Greitas paleidimas
Programavimas paprastas ir intuityvus.
Daugeliu atvejų mažoms ir vidutinėms įmonėms kobotai užtikrina greitesnę investicijų grąžą.
Kada reikalingas pramoninis robotas
Yra užduočių, kur kobotas nebus pakankamas:
1. Sunkios detalės
Jei detalės sveria daugiau nei 20–25 kg, reikalingas pramoninis robotas.
2. Aukštas produktyvumas
Jei reikalinga:
24/7 veikla
labai trumpas ciklo laikas
masinė gamyba
Pramoniniai robotai dirba žymiai greičiau.
3. Sudėtingos darbo sąlygos
aukšta temperatūra
intensyvus suvirinimas
agresyvi aplinka
Praktinė pasirinkimo taisyklė
Kad būtų paprasčiau:
Rinkitės kobotą, jei:
gamyba iki ~50 000 detalių per metus
reikalingas lankstumas
operatorius dirba šalia
svarbus greitas startas
Rinkitės pramoninį robotą, jei:
didelės gamybos apimtys
sunkios detalės
kritinis greitis
minimalus žmogaus įsikišimas
Dažniausia klaida
Įmonės dažnai renkasi pramoninį robotą „su atsarga“, tačiau vėliau susiduria su:
sudėtingu integravimu
didelėmis sąnaudomis
nepakankamu išnaudojimu
mažu lankstumu
Dėl to sistema nėra efektyviai naudojama.
Išvada
Kobotai nepakeičia pramoninių robotų – jie papildo vieni kitus.
Kobotas = lankstumas ir greitas rezultatas
Pramoninis robotas = galia ir mastelis
Teisingas pasirinkimas visada priklauso nuo konkrečios užduoties.
Paruoštas sprendimas metalo apdirbimui
Jei planuojate automatizuoti CNC aptarnavimą, suvirinimą ar detalių manipuliavimą, verta apsvarstyti patikimą sprendimą:
Šis robotas pasižymi dideliu tikslumu ir patikimumu bei tinka plačiam metalo apdirbimo užduočių spektrui – nuo staklių aptarnavimo iki sudėtingų operacijų.
Alyvos rūko surinkėjai mažoms dirbtuvėms: optimalūs sprendimai ribotam biudžetui
 Alyvos rūko surinkėjai mažoms dirbtuvėms: optimalūs sprendimai ribotam biudžetui
Alyvos rūko surinkėjai mažoms dirbtuvėms: optimalūs sprendimai ribotam biudžetui
Mažose metalo apdirbimo dirbtuvėse dažnai tenka ieškoti balanso tarp kaštų ir darbo aplinkos kokybės. Tačiau alyvos rūko ignoravimas ilgainiui gali kainuoti gerokai daugiau nei jo efektyvus surinkimas.
Šiame straipsnyje aptarsime, kaip pasirinkti efektyvų alyvos rūko surinkėją turint ribotą biudžetą – neprarandant kokybės ir saugumo.
Kodėl alyvos rūkas yra problema net mažose dirbtuvėse
Net viena ar dvi CNC staklės gali generuoti reikšmingą alyvos aerozolio kiekį. Pasekmės:
- sumažėjęs matomumas darbo zonoje
- alyvos nuosėdos ant paviršių ir įrenginių
- padidėjusi paslydimo rizika
- neigiamas poveikis darbuotojų sveikatai
- spartesnis įrangos nusidėvėjimas
Svarbu: mažose patalpose teršalų koncentracija dažnai būna didesnė nei didelėse gamyklose.
Kaip nustatyti reikalingą našumą
Biudžeto optimizavimas prasideda nuo teisingų skaičiavimų.
Pagrindiniai parametrai:
- staklių skaičius
- darbo zonos tūris
- naudojamo aušinimo skysčio tipas
- darbo režimas (nepertraukiamas ar periodinis)
Praktinis patarimas:
mažai dirbtuvei su 1–3 CNC staklėmis paprastai pakanka 400–1200 m³/h vienai staklei.
Biudžetinių sprendimų tipai
1. Kompaktiški lokalūs surinkėjai
Montuojami tiesiai ant įrenginio.
Privalumai:
- mažesnės montavimo išlaidos
- paprasta integracija
- nereikia sudėtingų ortakių sistemų
Trūkumai:
- ribotas našumas
- mažiau efektyvūs intensyviai dirbant
Tinka: mažoms dirbtuvėms su ribota erdve
2. Centrinės sistemos (mini konfigūracija)
Vienas įrenginys aptarnauja kelis šaltinius.
Privalumai:
- geresnė bendra kontrolė
- mažiau priežiūros taškų
Trūkumai:
- didesnės pradinės investicijos
- reikalingas projektavimas
Tinka: dirbtuvėms, planuojančioms plėtrą
3. Elektrostatiniai filtrai
Labai efektyvūs smulkiam alyvos rūkui.
Privalumai:
- aukštas filtravimo efektyvumas
- ilgesnis filtrų tarnavimo laikas
Trūkumai:
- didesnė kaina
- reikalinga reguliari priežiūra
Tinka: kai svarbi aukšta oro kokybė
Kaip sumažinti išlaidas neprarandant kokybės
Pasirinkite tinkamą filtravimo lygį
Nereikia permokėti už HEPA, jei procesas to nereikalauja.
Optimizuokite darbo režimą
Surinkėjas nebūtinai turi veikti visu pajėgumu visą laiką.
Reguliari priežiūra
Užsikimšę filtrai = didesnės energijos sąnaudos.
Modulinis požiūris
Pradėkite nuo vieno įrenginio ir vėliau plėskite sistemą.
Dažniausios klaidos
- pasirenkamas per silpnas įrenginys
- ignoruojami oro srauto skaičiavimai
- netinkama montavimo vieta
- nepakankama priežiūra
- orientacija tik į kainą, o ne į bendrą eksploatacijos kainą
Kada investicija atsiperka
Net ir mažoje dirbtuvėje alyvos rūko surinkėjas gali atsipirkti:
- sumažinus valymo išlaidas
- prailginus įrangos tarnavimo laiką
- pagerinus darbo sąlygas
- sumažinus prastovas
Dažniausiai investicija atsiperka per 6–18 mėnesių.
Išvada
Mažoms dirbtuvėms nereikia sudėtingų ar brangių sistemų, kad būtų efektyviai kontroliuojamas alyvos rūkas. Tinkamai parinktas kompaktiškas surinkėjas gali užtikrinti:
- saugesnę darbo aplinką
- stabilią gamybos kokybę
- kontroliuojamas eksploatacines išlaidas
Svarbiausia – sprendimą priimti remiantis realiomis darbo sąlygomis, o ne vien tik kaina.
Įrankio balansavimas didelio greičio apdirbime: poveikis kokybei ir tarnavimo laikui
 Įrankio balansavimas didelio greičio apdirbime: poveikis kokybei ir tarnavimo laikui
Įrankio balansavimas didelio greičio apdirbime: poveikis kokybei ir tarnavimo laikui
Didelio greičio apdirbimas (HSM) kelia aukštesnius reikalavimus visai gamybos sistemai. Vienas iš pagrindinių veiksnių, tiesiogiai veikiančių apdirbimo kokybę, įrankio tarnavimo laiką ir įrangos ilgaamžiškumą, yra įrankio balansavimas.
Ignoruojant šį aspektą atsiranda vibracijos, spartesnis nusidėvėjimas ir brokas – net naudojant modernią įrangą ir aukštos kokybės įrankius.
Kas yra įrankio balansavimas
Įrankio balansavimas – tai procesas, kurio metu besisukančio įrankio masė tolygiai paskirstoma aplink jo sukimosi ašį.
Jei masės centras nesutampa su sukimosi ašimi, atsiranda disbalansas, kuris esant dideliam greičiui sukelia išcentrines jėgas ir vibracijas.
Net ir minimalus nuokrypis esant dideliems sūkiams (10 000–30 000 aps./min ir daugiau) gali sukelti kritines pasekmes.
Disbalanso priežastys
Pagrindiniai disbalanso šaltiniai:
įrankio arba laikiklio gamybos netikslumai
nešvarumai (drožlės, aušinimo skystis, dulkės)
tvirtinimo paviršių nusidėvėjimas
neteisingas įrankio surinkimas
medžiagos nevienalytiškumas
veleno arba tvirtinimo sistemos mušimas
Kaip disbalansas veikia apdirbimo procesą
1. Paviršiaus kokybės blogėjimas
Vibracijos sukelia:
paviršiaus bangavimą
mušimo žymes
didesnį šiurkštumą
2. Pagreitintas įrankio nusidėvėjimas
Disbalansas lemia:
netolygų apkrovos pasiskirstymą pjovimo briaunoms
lokalų perkaitimą
ištrupėjimus ir mikroįtrūkimus
Dėl to įrankis susidėvi gerokai greičiau.
3. Padidėjusi apkrova velenui
Vibracijos didina:
guolių nusidėvėjimą
veleno gedimo riziką
priežiūros poreikį
4. Triukšmas ir proceso nestabilumas
didesnis triukšmo lygis
blogesnis proceso pakartojamumas
didesnė broko rizika
Balansavimo klasės
Balansavimas paprastai vertinamas pagal ISO standartus (pvz., G2.5, G6.3 ir kt.).
G6.3 — standartinis lygis įprastam apdirbimui
G2.5 — rekomenduojamas didelio greičio apdirbimui
G1.0 ir aukštesnis — itin tikslioms operacijoms
Kuo mažesnė reikšmė, tuo didesnis balansavimo tikslumas.
Balansavimo metodai
1. Statinis balansavimas
tinkamas paprastiems įrankiams
vertina masės pasiskirstymą vienoje plokštumoje
2. Dinaminis balansavimas
vertina masės pasiskirstymą per visą įrankio ilgį
būtinas didelio greičio apdirbime
Praktiniai disbalanso šalinimo būdai
balansavimo įrenginių naudojimas
laikiklių su reguliuojama mase naudojimas
balansavimo varžtų pridėjimas arba pašalinimas
tikslių įrankių laikiklių naudojimas (HSK, hidrauliniai, terminiai laikikliai)
Geriausios praktikos gamyboje
Norint sumažinti disbalanso poveikį:
visada nuvalyti įrankį prieš montavimą
tikrinti mušimą ir tvirtinimą
naudoti aukštos kokybės įrankių sistemas
balansuoti visą komplektą (įrankis + laikiklis)
laikytis rekomenduojamų sūkių
reguliariai atlikti patikras
Ekonominė nauda
Tinkamas balansavimas suteikia aiškių privalumų:
įrankio tarnavimo laikas pailgėja iki 30–50 %
sumažėja broko kiekis
pagerėja paviršiaus kokybė
sumažėja veleno remonto išlaidos
padidėja bendras produktyvumas
Išvada
Įrankio balansavimas nėra papildoma opcija – tai būtina sąlyga stabiliai ir efektyviai didelio greičio apdirbimo veiklai.
Investicijos į balansavimą atsiperka dėl geresnės produkcijos kokybės, ilgesnio įrankių tarnavimo laiko ir mažesnių eksploatacinių sąnaudų.
YG-1 atstovai aplankė pirmaujančias Latvijos įmones

YG-1 atstovai aplankė pirmaujančias Latvijos įmones
Kovo antroje pusėje Latvijoje su darbo vizitu lankėsi tarptautinės įmonės YG-1 atstovai iš Pietų Korėjos ir Lenkijos. Vizitas buvo organizuotas bendradarbiaujant su oficialiu įmonės atstovu STARBS ir tapo svarbiu žingsniu plėtojant bendradarbiavimą su Latvijos pramonės įmonėmis.
YG-1 yra viena iš pasaulyje pirmaujančių metalo apdirbimo įrankių gamintojų, siūlanti frezas, grąžtus ir sriegimo įrankius, plačiai naudojamus aukšto tikslumo pramonės šakose. Dėl tarptautinės patirties ir inovatyvių sprendimų įmonės produktai naudojami visame pasaulyje.
Vizito metu delegacija kartu su STARBS atstovais aplankė kelias pirmaujančias Latvijos įmones šiose srityse:
Aviacijos ir kosmoso pramonė Latvijoje — sudėtingų medžiagų, tokių kaip titanas ir kompozitai, apdirbimas, kur itin svarbus tikslumas ir įrankių patikimumas.
Optikos pramonė Latvijoje — aukšto tikslumo komponentų gamyba, laikantis griežtų kokybės reikalavimų.
Automobilių pramonė Latvijoje — serijinė gamyba, kur svarbus produktyvumas ir procesų stabilumas.
Susitikimų metu YG-1 specialistai teikė technines konsultacijas, aptarė aktualius įmonių iššūkius ir pasiūlė šiuolaikinius sprendimus metalo apdirbimo srityje. Ypatingas dėmesys buvo skirtas gamybos efektyvumo didinimui, sąnaudų mažinimui ir inovacijų diegimui.
Bendradarbiavimas su oficialiu atstovu STARBS yra svarbus YG-1 plėtrai Baltijos regione. Vietinė kompetencija ir techninis palaikymas leidžia Latvijos įmonėms greičiau diegti pažangius įrankių sprendimus ir stiprinti savo konkurencingumą.
Vizito pabaigoje šalys pripažino didelį tolimesnio bendradarbiavimo potencialą, Latvijos pramonės plėtrą ir tarptautinių partnerystių stiprinimą.
Metalo apdirbimo kainos 2026 m.: kainos Latvijoje, Lietuvoje ir Estijoje
 Metalo apdirbimo kainos 2026 m.: kainos Latvijoje, Lietuvoje ir Estijoje
Metalo apdirbimo kainos 2026 m.: kainos Latvijoje, Lietuvoje ir Estijoje
Bendroji Baltijos rinkos situacija
2026 m. metalo apdirbimo sektorius Baltijos šalyse (Latvijoje, Lietuvoje ir Estijoje) toliau stabiliai auga, tačiau kainos didėja dėl kelių pagrindinių veiksnių:
darbo užmokesčio augimas
brangesnė energija ir žaliavos
kvalifikuotų CNC operatorių trūkumas
Svarbu suprasti, kad fiksuota metalo apdirbimo kaina neegzistuoja – kiekvienas projektas skaičiuojamas individualiai.
Vidutinės metalo apdirbimo kainos Baltijoje (2026 m.)
Žemiau pateikiami tipiniai kainų intervalai, remiantis rinkos duomenimis:
CNC apdirbimas (frezuojimas ir tekinimas)
30–80 €/val. – standartinės 3 ašių staklės
70–150 €/val. – 5 ašių apdirbimas
nuo 25 € už paprastą detalę (vienetiniai užsakymai)
Lazerinis ir plazminis pjovimas
10–50 €/val.
0,5–3 €/metrą (priklausomai nuo medžiagos storio)
Suvirinimas ir gamyba
20–60 €/val.
sudėtingi projektai – didesnės kainos
Serijinė gamyba
kaštų sumažinimas iki:
20–50 % vienetui didesniais kiekiais
pagrindinis veiksnys – užsakymo apimtis ir pakartojamumas
Kainų palyginimas: Latvija vs Lietuva vs Estija
Latvijoje kainos dažniausiai yra vidutinio lygio ir suteikia gerą kainos ir kokybės balansą.
Lietuvoje kainos dažnai žemesnės, todėl šalis patraukli serijinei gamybai.
Estijoje kainos paprastai aukštesnės, tačiau tai kompensuoja aukštesnis automatizacijos lygis ir efektyvumas.
Vidutinis kainų skirtumas tarp šių šalių yra apie 10–25 %.
Veiksniai, lemiantys CNC apdirbimo kainas
Medžiaga
aliuminis – pigiau
nerūdijantis plienas – 20–40 % brangiau
titanas – 50–100 % brangiau
Detalės sudėtingumas
3 ašių apdirbimas – pigesnis
5 ašių apdirbimas – brangesnis
sudėtinga geometrinė forma didina apdirbimo laiką
Užsakymo apimtis
1–10 vienetų – didesnės kainos
100+ vienetų – reikšmingas kainos sumažėjimas
Tikslumas (tolerancijos)
standartas: ±0,1 mm
didelis tikslumas – kainą padidina 30–200 %
Papildomi procesai
anodavimas
dažymas / dengimas
terminė apdorojimas
Kainos skaičiavimo pavyzdys
Detalė: aliuminis, vidutinio sudėtingumo
apdirbimo laikas: 2 valandos
kaina už valandą: 50 €
Rezultatas:
CNC apdirbimas: 100 €
medžiaga: 20 €
papildomas apdorojimas: 30 €
Iš viso: apie 150 € už detalę
Kaip sumažinti metalo apdirbimo kaštus
optimizuoti detalės dizainą (DFM – Design for Manufacturing)
didinti gamybos apimtį
pasirinkti vietinį tiekėją Baltijos šalyse
naudoti standartines medžiagas
Išvada
2026 m.:
vidutinė CNC apdirbimo kaina Baltijoje – 30–150 €/val.
pagrindiniai kaštų veiksniai – detalės sudėtingumas, medžiaga ir gamybos apimtis
Lietuva siūlo žemesnes kainas, Estija – pažangesnę technologinę bazę
Verslams svarbu ne pasirinkti pačią žemiausią kainą, o rasti optimalų kainos, kokybės ir gamybos termino santykį.
Metalo apdirbimas startuoliams Latvijoje: kaip pradėti gamybą nuo nulio
 Metalo apdirbimas startuoliams Latvijoje: kaip pradėti gamybą nuo nulio
Metalo apdirbimas startuoliams Latvijoje: kaip pradėti gamybą nuo nulio
Kodėl Latvija tinkama metalo apdirbimo startui
Latvija yra patraukli šalis gamybos startuoliams dėl:
prieigos prie Europos Sąjungos rinkos
išvystytos logistikos ir uostų
kvalifikuotos techninės darbo jėgos
verslo ir eksporto skatinimo
Tai daro Latviją gera vieta metalo apdirbimo startui, orientuotam tiek į vietinę, tiek į eksporto rinką.
Nuo ko pradėti: gamybos paleidimo žingsniai
1. Nišos pasirinkimas
Pradžioje svarbu pasirinkti konkrečią specializaciją:
CNC detalių apdirbimas
metalo konstrukcijų gamyba
lazerinis pjovimas ir lenkimas
prototipų kūrimas
Siaura specializacija padeda sumažinti konkurenciją ir greičiau įeiti į rinką.
2. Rinkos ir klientų analizė
Prieš pradedant reikia nustatyti:
tikslinius klientus (B2B, pramonė, statyba)
paklausiausias paslaugas Latvijoje ir ES
kainų lygį ir konkurenciją
Pagrindiniai segmentai:
mašinų gamyba
statybos įmonės
technologijų startuoliai
3. Įrangos pasirinkimas
Minimalus įrangos rinkinys pradžiai:
CNC frezavimo arba tekinimo staklės
metalo pjovimo įranga (lazeris arba plazma)
matavimo įrankiai
Svarbu įvertinti:
biudžetą
užsakymų pobūdį
plėtros galimybes
4. Patalpos ir infrastruktūra
Pradžiai tinka:
nedidelės gamybinės patalpos
pramoniniai parkai
nuomojami cechai
Svarbiausi veiksniai:
elektros tiekimas
ventiliacija
logistika
5. Įmonės registravimas Latvijoje
Pagrindiniai žingsniai:
SIA registracija
banko sąskaitos atidarymas
reikalingų leidimų gavimas
Papildomai galima naudotis LIAA parama eksporto ir investicijų srityje.
6. Klientų pritraukimas
Efektyviausi kanalai:
B2B platformos
tiesioginiai pardavimai
dalyvavimas viešuosiuose pirkimuose
interneto svetainė ir SEO
Svarbu naudoti vietinius raktažodžius:
gamyba Latvijoje, metalo apdirbimas Rygoje, CNC paslaugos Latvijoje
Gamybos pradžios kaštai
Apytikslės išlaidos:
įranga: 20 000 – 150 000 €
patalpų nuoma: 500 – 2 000 € per mėnesį
darbuotojai: priklauso nuo apimties
CAD/CAM programinė įranga: 1 000 – 10 000 €
Minimalus starto biudžetas – nuo maždaug 30 000 €.
Dažniausios klaidos
per brangios įrangos pirkimas pradžioje
neaiški specializacija
nepakankamas dėmesys rinkodarai
nepakankamas gamybos užimtumas pradžioje
Kaip plėsti gamybą
Po starto svarbu:
diegti CAD/CAM sistemas
automatizuoti procesus
plėtoti eksportą į ES ir Skandinaviją
plėsti įrangos parką
Metalo apdirbimo tendencijos Latvijoje
individualių detalių gamyba
mažų serijų gamyba
Industry 4.0 sprendimų diegimas
aplinkai draugiškos technologijos
Išvada
Metalo apdirbimo verslo pradžia Latvijoje yra reali galimybė sukurti konkurencingą įmonę su eksporto potencialu.
Sėkmės pagrindas:
aiški specializacija
tinkamai parinkta įranga
aktyvus klientų pritraukimas
gamybos skaitmenizacija
SEO raktažodžiai
gamyba Latvijoje, metalo apdirbimas Latvijoje, CNC paslaugos Latvijoje, metalo gamyba Rygoje, metalo apdirbimo įmonė Latvijoje, industrial startup Latvia
CAD/CAM sistemos metalo apdirbime: kokius sprendimus naudoja įmonės Latvijoje
CAD/CAM sistemos metalo apdirbime: kokius sprendimus naudoja įmonės Latvijoje

Kas yra CAD/CAM ir kodėl tai svarbu
CAD/CAM sistemos – tai programiniai sprendimai, kurie apjungia:
CAD (Computer-Aided Design) – detalių projektavimą
CAM (Computer-Aided Manufacturing) – CNC staklių valdymo programų kūrimą
Šiuolaikinėje gamyboje Latvijoje šios sistemos naudojamos visam ciklui – nuo 3D modelio iki pagamintos detalės. Tai leidžia:
sumažinti gamybos laiką
sumažinti klaidų skaičių
automatizuoti CNC programavimą
Kokios CAD/CAM sistemos naudojamos Latvijoje
Siemens NX / Solid Edge
Latvijoje naudojami Siemens sprendimai, dažnai diegiami su vietinių partnerių pagalba.
pilnas CAD/CAM/CAE ir PLM ciklas
tinkama sudėtingai inžinerijai
palaiko visą produkto gyvavimo ciklą
Tinka: didelėms gamybos įmonėms
SolidWorks + CAM (SolidCAM, CAMWorks)
Vienas populiariausių sprendimų mažoms ir vidutinėms įmonėms.
3D modeliavimas
CNC programų paruošimas
prototipų kūrimas
Tinka: mažoms ir vidutinėms įmonėms
RADAN
Plačiai naudojama lakštinio metalo apdirbime.
automatinis medžiagos išdėstymas (nesting)
integracija su ERP ir MES
tinkama lazeriniam ir plazminiam pjovimui
Tinka: lakštinio metalo gamybai
Lantek
Specializuota CAD/CAM sistema metalo apdirbimui.
palaiko lazerinį, plazminį ir vandens pjovimą
sprendimai lenkimui ir štampavimui
plačiai naudojama serijinėje gamyboje
Tinka: metalo konstrukcijų gamybai
AlphaCAM + ZWCAD / BricsCAD
Kombinuotas sprendimas įvairiems gamybos poreikiams.
CAM: AlphaCAM
CAD: ZWCAD arba BricsCAD
palaiko 3 ir 5 ašių CNC stakles
Tinka: universaliai gamybai
CATIA, Tebis, Cimatron
Aukšto lygio sistemos sudėtingiems projektams.
CATIA – aviacijai ir sudėtingoms detalėms
Tebis – presformoms ir įrankiams
Cimatron – įrankių gamybai
Tinka: aukšto tikslumo gamybai
Kaip įmonės Latvijoje renkasi CAD/CAM sistemas
Gamybos tipas
lakštinis metalas – RADAN arba Lantek
frezavimas – SolidCAM arba NX
presformos – Tebis arba Cimatron
Įmonės dydis
mažos įmonės – SolidWorks su CAM
vidutinės – kombinuoti sprendimai
didelės – PLM sistemos
Integracija
Šiuolaikinės įmonės diegia:
ERP ir MES sistemas
automatinį nesting
skaitmeninius dvynius
Tai padeda didinti efektyvumą ir mažinti medžiagų nuostolius
CAD/CAM tendencijos Latvijoje (2025–2026)
CNC programavimo automatizavimas
integracija su Industry 4.0 sprendimais
perėjimas prie debesijos sprendimų
didėjanti PLM sistemų svarba
Įmonės juda link pilnos gamybos skaitmenizacijos – nuo projektavimo iki galutinio produkto
Išvada
CAD/CAM sistemos Latvijoje tapo standartu konkurencingai gamybai
Populiariausi sprendimai:
Siemens NX ir Solid Edge
SolidWorks su SolidCAM
RADAN ir Lantek
CATIA ir Tebis sudėtingiems projektams
Robotizuotas dažymo sistemos Lietuvoje: sumažinkite sąnaudas ir pagerinkite kokybę su UDBU sprendimais
 Robotizuotas dažymo sistemos Lietuvoje: sumažinkite sąnaudas ir pagerinkite kokybę su UDBU sprendimais
Robotizuotas dažymo sistemos Lietuvoje: sumažinkite sąnaudas ir pagerinkite kokybę su UDBU sprendimais
Įvadas
Šiuolaikinėje gamyboje kokybė ir efektyvumas yra pagrindiniai sėkmės veiksniai. Robotizuotas dažymas vis labiau populiarėja Lietuvos įmonėse, nes leidžia sumažinti darbo sąnaudas, sumažinti medžiagų nuostolius ir užtikrinti nuoseklią kokybę.
UDBU siūlo pilną gamybos automatizavimo sprendimų asortimentą, įskaitant robotizuotą dažymą, kuris padeda Lietuvos įmonėms padidinti produktyvumą ir konkurencingumą.
Kas yra robotizuotas dažymas?
Robotizuotas dažymas reiškia, kad pramoniniai robotai arba kabotai (cobotai) automatiškai atlieka dažymo darbus aukštu tikslumu. Tai užtikrina vienodą dangą, sumažina atliekas ir garantuoja pakartojamumą, kuris ypač svarbus serijinei gamybai.
Robotizuotas dažymas taikomas:
metalinių konstrukcijų ir detalių dažymui
miltelių dažymui
automobilių detalių gamyboje
baldų ir medienos gaminių apdirbimo srityje
Kodėl verta rinktis robotizuotą dažymą Lietuvoje?
Lietuvos gamintojai susiduria su keliomis problemomis:
aukštos darbo sąnaudos
sunkumai rasti kvalifikuotus dažytojus
būtinybė užtikrinti eksportui tinkamą kokybę
aplinkosaugos reikalavimų laikymasis
Robotizuotas dažymas sprendžia visas šias problemas, tuo pačiu užtikrindamas greitesnį gamybos procesą ir mažesnes medžiagų sąnaudas.
Kaip robotizuotas dažymas mažina sąnaudas
Mažesnis dažų naudojimas – tiksli dozė reiškia efektyvesnį dažų panaudojimą.
Mažesnės darbo sąnaudos – vienas robotas gali pakeisti kelis operatorius.
Mažiau broko – nuosekli kokybė reiškia, kad nereikia pakartotinai perdažyti detalių.
Energijos taupymas – modernios sistemos optimizuoja oro ir dažų tiekimą.
Kaip gerėja kokybė
Vienoda danga visoms detalėms
Tikslus sluoksnio storio valdymas
Aukštas pakartojamumas serijinės gamybos metu
Saugesnė darbo aplinka darbuotojams
Dažymo robotų tipai
Pramoniniai robotai – tinkami dideliems gamybos kiekiams
Kabotai (cobotai) – saugiai dirba šalia žmonių, idealiai tinka mažoms ir vidutinėms Lietuvos įmonėms
Ar robotizacija atsiperka?
Investicija į robotizuotą dažymą paprastai atsiperka per 1–3 metus. Produktyvumas padidėja 30–50%, o kokybė tampa stabilesnė, užtikrinant konkurencingumą tiek vietos, tiek tarptautinėje rinkoje.
Kaip įdiegti robotizuotą dažymą su UDBU
Analizuojame jūsų gamybos procesą
Siūlome optimalų roboto sprendimą
Integruojame robotus į jūsų gamybos liniją
Apmokome darbuotojus efektyviai naudoti robotus
Optimizuojame procesą, kad padidėtų produktyvumas ir sumažėtų sąnaudos
Kodėl rinktis UDBU?
UDBU siūlo kompleksinius gamybos automatizavimo sprendimus Lietuvoje, įskaitant robotizuotą dažymą. Mūsų sprendimai padeda įmonėms:
sumažinti gamybos sąnaudas
pagerinti kokybę
padidinti produktyvumą
užtikrinti pakartojamumą ir tikslumą
Susisiekite su UDBU jau šiandien ir transformuokite savo gamybą į efektyvią ir modernią sistemą.
Metalo apdirbimo įrankių rinka 2025–2026: kaip žaliavų trūkumas keičia žaidimo taisykles
 Metalo apdirbimo įrankių rinka 2025–2026: kaip žaliavų trūkumas keičia žaidimo taisykles
Metalo apdirbimo įrankių rinka 2025–2026: kaip žaliavų trūkumas keičia žaidimo taisykles
2025–2026 metais metalo apdirbimo pramonė susiduria ne su laikinu sutrikimu, o su esmine rinkos transformacija.
Ekspertai šį procesą vadina „žaliavų geležine uždanga“ — situacija, kai prieiga prie pagrindinių medžiagų tampa svarbiausiu konkurencingumo veiksniu.
Jeigu jūsų įmonė dirba CNC apdirbimo ar gamybos srityje Lietuvoje, šie pokyčiai tiesiogiai veikia:
įrankių prieinamumą
tiekimo terminus
gamybos kaštus
Žaliavų krizė: volframas ir kobaltas
Pagrindas daugeliui pjovimo įrankių yra:
volframo karbidas
kobalto rišiklis
Volframas
2026 metais volframo kainos išaugo daugiau nei 150%.
Pagrindinė priežastis — Kinija kontroliuoja daugiau nei 80% pasaulinės gavybos ir riboja eksportą.
Kobaltas
Kobalto tiekimas stipriai priklauso nuo Kongo Demokratinė Respublika, kuri įvedė eksporto apribojimus.
Rezultatas: pjovimo įrankiai brangsta ir jų tiekimas tampa nestabilus
Rinkos pokyčiai Lietuvoje ir Europoje
Europos gamintojų iššūkiai
Didieji gamintojai, tokie kaip Sandvik Coromant ir ISCAR, susiduria su:
aukštomis energijos sąnaudomis
ilgesniais pristatymo terminais (iki 20 savaičių)
kainų augimu
Alternatyva — YG-1
Lietuvos įmonės vis dažniau renkasi YG-1 kaip patikimą tiekėją.
Kodėl?
nuosava kietmetalio gamyba
stabilūs tiekimai Europoje
kainos 20–30% mažesnės nei Vakarų Europos analogų
platus asortimentas (grąžtai, frezos, sriegimo įrankiai, CNC sprendimai)
Tai daro YG-1 vienu patraukliausių pasirinkimų metalo apdirbimo įmonėms Lietuvoje
Technologiniai sprendimai: kaip mažinti kaštus
1. Perdirbimas (recycling)
Įmonės siūlo:
naudoto kietmetalio supirkimą
nuolaidas naujiems įrankiams
2. Alternatyvios medžiagos
Auga paklausa:
kermetams
keramikiniams įrankiams
3. Moduliniai įrankiai
Modernus sprendimas:
grąžtai su keičiamomis galvutėmis
frezos su keičiamomis plokštelėmis
leidžia sutaupyti iki 70% kietmetalio
Ką tai reiškia Lietuvos verslui?
| Veiksnys | Anksčiau | Dabar |
|---|---|---|
| Pasirinkimas | Prekės ženklas | Prieinamumas |
| Tiekimas | Globalus | Regioninis |
| Kainos | Fiksuotos | Kintančios |
Kaip pasirinkti įrankių tiekėją Lietuvoje?
Jeigu ieškote:
CNC įrankių Lietuvoje
metalo apdirbimo įrankių Vilniuje / Kaune
kietmetalinių frezų ir grąžtų
patikimo tiekėjo Baltijos šalyse
svarbiausi kriterijai 2026 metais:
greitas pristatymas
sandėlio likučiai
stabilios kainos
techninė konsultacija
Išvada
Metalo apdirbimo rinka Lietuvoje ir Europoje sparčiai keičiasi.
Laimi tie, kurie gali užtikrinti:
stabilų tiekimą
konkurencingas kainas
platų produktų pasirinkimą
Vienas iš tokių partnerių yra YG-1, siūlantis optimalų kainos ir kokybės santykį.
Ieškote patikimo įrankių tiekėjo Lietuvoje?
Mes padedame įmonėms Baltijos šalyse:
tiekti CNC įrankius
optimizuoti metalo apdirbimą
gauti technines konsultacijas
užtikrinti greitą pristatymą
Susisiekite su mumis jau šiandien ir gaukite pasiūlymą
Patikrinkite produktų prieinamumą
Raskite geriausią sprendimą savo gamybai