Adaptuotos frezavimo strategijos CAM sistemose: lentelės, parametrai ir Fusion 360, NX bei Mastercam palyginimas
 Adaptuotos frezavimo strategijos CAM sistemose: lentelės, parametrai ir Fusion 360, NX bei Mastercam palyginimas
Adaptuotos frezavimo strategijos CAM sistemose: lentelės, parametrai ir Fusion 360, NX bei Mastercam palyginimas
Įvadas
Adaptuotas frezavimas yra viena iš pagrindinių didelio efektyvumo apdirbimo (HEM) technologijų, leidžianti padidinti našumą 2–5 kartus, valdant įrankio apkrovą ir optimizuojant trajektorijas.
Skirtingai nei tradicinės strategijos:
įrankis dirba su pastoviu drožlės storiu
sumažinama radialinė apkrova
padidinamas ašinis pjovimo gylis
Rezultatas – mažesnis įrankio nusidėvėjimas, didesnis greitis ir geresnė paviršiaus kokybė.
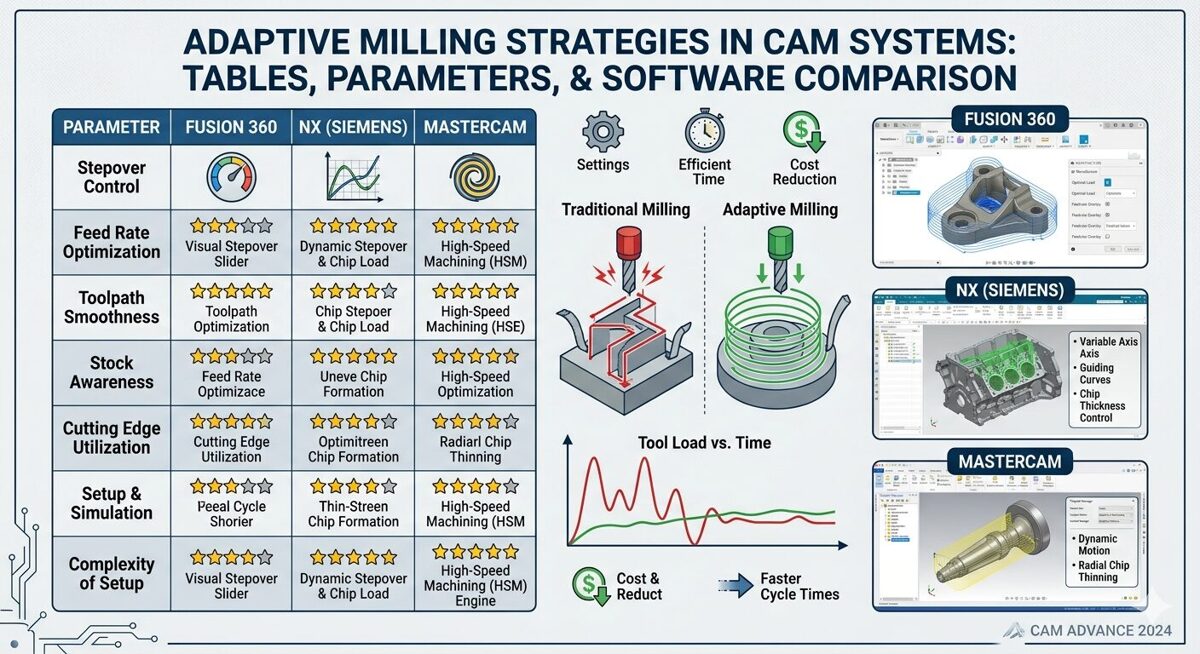
1 lentelė — CAM sistemų palyginimas adaptuotam frezavimui
| Parametras | Fusion 360 | Siemens NX | Mastercam |
|---|---|---|---|
| Strategijos tipas | Adaptive Clearing | Adaptive Roughing | Dynamic Milling |
| Apkrovos kontrolė | Automatinė | Pastovi drožlės apkrova | Dynamic Motion |
| 5 ašių apdirbimas | Ribotas | Pilnas | Pilnas |
| CAD integracija | Integruota | Integruota | Dalinė |
| Debesų sprendimai | Taip | Iš dalies | Ne |
| Sudėtingumo lygis | Žemas | Aukštas | Vidutinis |
Išvada:
Fusion 360 tinka greitam įdiegimui ir mažoms dirbtuvėms
Siemens NX skirtas sudėtingam ir 5 ašių apdirbimui
Mastercam yra universalus sprendimas
2 lentelė — Adaptuoto frezavimo efektyvumas
| Rodiklis | Tradicinis apdirbimas | Adaptuotas frezavimas | Pokytis |
|---|---|---|---|
| Apdirbimo laikas | 100% | 20–40% | −60–80% |
| Įrankio tarnavimo laikas | 100% | 150–300% | +50–200% |
| Medžiagos pašalinimo greitis | 100% | 200–500% | +100–400% |
| Paviršiaus šiurkštumas | Ra 3.2 | Ra 0.8–1.6 | iki −75% |
| Energijos sąnaudos | 100% | 70–85% | −15–30% |
Tai rodo, kad adaptuotas frezavimas yra žymiai efektyvesnis visais pagrindiniais aspektais.
3 lentelė — Pagrindiniai adaptuoto apdirbimo parametrai
| Parametras | Diapazonas | Plienas | Aliuminis |
|---|---|---|---|
| Radialinis pjovimo gylis (ae) | 5–25% D | 7–12% | 15–20% |
| Ašinis pjovimo gylis (ap) | 1–5D | 2–3D | 3–4D |
| Padavimas vienam dantukui | 0.05–0.3 mm | 0.1–0.15 | 0.2–0.25 |
| Pjovimo greitis | 50–500 m/min | 120–180 | 300–450 |
| Minimalus spindulys | 0.5–3D | 1–1.5D | 0.5–1D |
Pagrindinis principas:
mažas ae ir didelis ap užtikrina maksimalų efektyvumą.
4 lentelė — Rekomendacijos pagal medžiagas
| Medžiaga | Įrankis | Danga | Rekomenduojama CAM sistema |
|---|---|---|---|
| Konstrukcinis plienas | Kietlydinio freza | TiAlN | NX / Mastercam |
| Nerūdijantis plienas | Kintamo žingsnio freza | AlCrN | Mastercam |
| Aliuminis 6061 | Aštri pjovimo briauna | Be dangos | Fusion 360 |
| Titanas | Sustiprintas įrankis | TiAlN + DLC | NX |
| Inkonelis | Keraminis įrankis | Al2O3 | NX |
Kaip veikia adaptuotas frezavimas
Pagrindinis principas – išlaikyti pastovią apkrovą įrankiui.
Tai pasiekiama naudojant:
trochoidines trajektorijas
automatinį padavimo reguliavimą
geometrijos analizę
Efektyvumo formulė:
Efektyvumas = (T_tradicinis − T_adaptuotas) / T_tradicinis × 100%
Strategijų nustatymai CAM sistemose
Fusion 360
Optimal Load: 0.5 mm (aliuminiui)
Keep Tool Down: įjungta
Stock to Leave: 0.2 mm
Tinka greitam įdiegimui ir mokymuisi.
Siemens NX
ae: 7–12%
ap: 2–3D
DI pagrįsta parametrų optimizacija
Užtikrina maksimalų tikslumą ir kontrolę.
Mastercam
Dynamic Milling
Step: 5–15%
Integruoti baigiamieji perėjimai
Puikiai tinka serijinei gamybai.
Dažniausios klaidos
per didelis ae sukelia įrankio perkrovą
per mažas ap mažina efektyvumą
netinkamas padavimas sukelia vibracijas
neatsižvelgiama į staklių standumą
Įrangos reikalavimai
Minimalūs reikalavimai:
standumas ≥ 50 N/µm
veleno greitis ≥ 10 000 aps./min
galia ≥ 15 kW
Diegimo planas verslui
| Etapas | Trukmė |
|---|---|
| Auditas | 1–2 mėnesiai |
| Mokymai | 2 mėnesiai |
| Pilotinis projektas | 3–4 mėnesiai |
| Plėtra | iki 6 mėnesių |
Išvada
Adaptuotas frezavimas suteikia:
žymiai trumpesnį apdirbimo laiką
ilgesnį įrankio tarnavimo laiką
geresnę paviršiaus kokybę
Sistemos pasirinkimas:
mažoms dirbtuvėms — Fusion 360
sudėtingoms detalėms — Siemens NX
universaliai gamybai — Mastercam