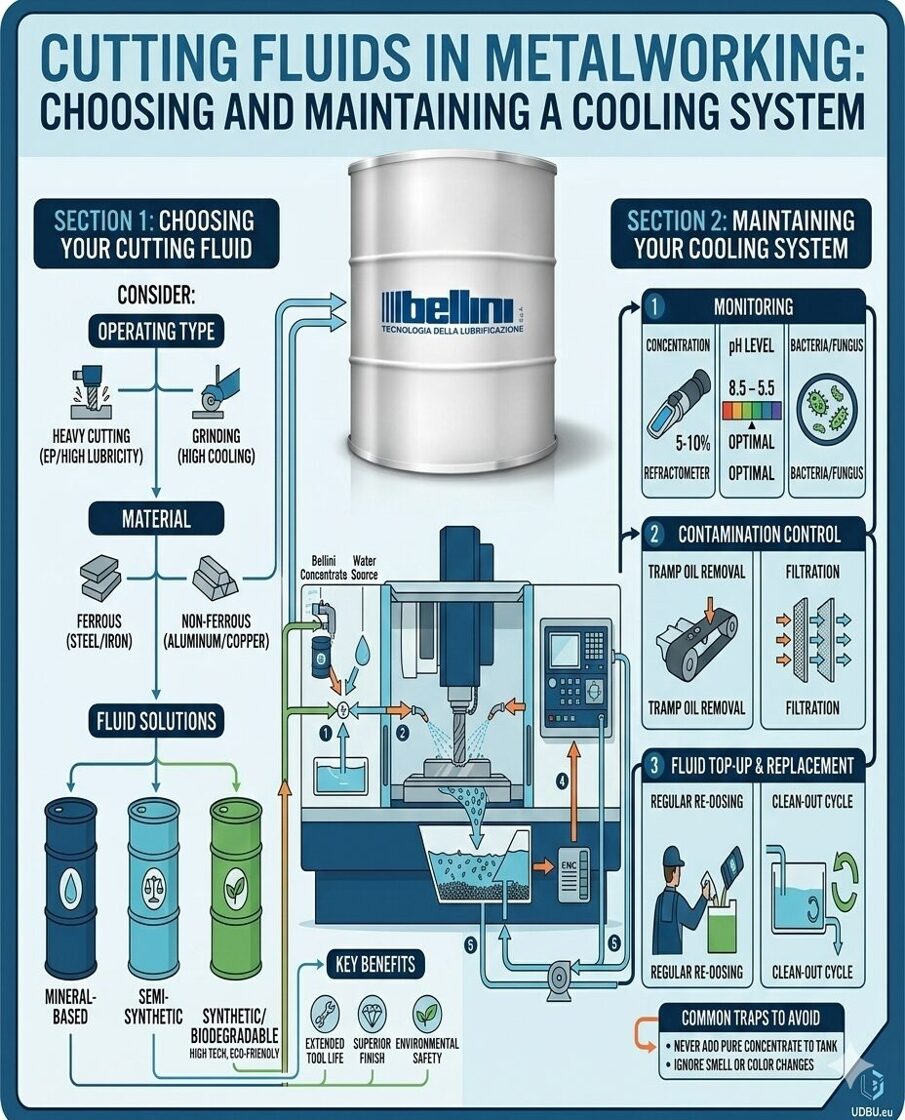
Cutting Fluids in Metalworking: How to Choose and Maintain a Cooling System
 Cutting Fluids in Metalworking: How to Choose and Maintain a Cooling System
Cutting Fluids in Metalworking: How to Choose and Maintain a Cooling System
Cutting fluids are one of the key factors ensuring stable and efficient metalworking. Properly selected and maintained coolant helps extend tool life, improve surface quality of parts, and reduce production costs.
In this article, we will look at the main types of cutting fluids, how to choose the right one, and how to properly maintain a cooling system in a manufacturing environment.
Why Cutting Fluids Are Important in Metalworking
During milling, drilling, turning, and grinding operations, a large amount of heat and friction is generated in the cutting zone. Cutting fluids perform several important functions:
reduce temperature in the cutting area
decrease friction between the tool and the workpiece
help remove chips
protect parts and equipment from corrosion
improve surface finish quality
Without effective cooling, tools wear out much faster and machining quality can become inconsistent.
Main Types of Cutting Fluids
Several types of cutting and cooling fluids are used in metalworking.
Oil-Based Cutting Fluids
These fluids are based on mineral or synthetic oils.
Advantages:
excellent lubrication properties
strong tool protection
suitable for heavy cutting operations
Disadvantages:
lower cooling capacity
may produce smoke and odor
They are commonly used in threading, broaching, and deep cutting operations.
Emulsions (Oil-in-Water)
This is the most commonly used type of cutting fluid in CNC machines.
Advantages:
good cooling performance
versatile application
relatively low cost
Disadvantages:
requires regular concentration monitoring
bacteria may develop
Semi-Synthetic Fluids
These fluids combine the properties of oils and water-based solutions.
Advantages:
good cooling performance
adequate lubrication
reduced bacterial growth risk
They are widely used in modern CNC manufacturing.
Synthetic Cutting Fluids
These are fully water-soluble fluids without mineral oil.
Advantages:
excellent cooling performance
cleaner working environment
high stability
Disadvantages:
weaker lubrication in heavy-duty operations
They are commonly used in high-speed machining and grinding.
How to Choose the Right Cutting Fluid
Several important factors should be considered when selecting a cutting fluid.
Workpiece Material
Different metals require different fluid characteristics.
aluminum requires good anti-adhesion properties
stainless steel requires stronger lubrication
titanium requires stability at high temperatures
cast iron requires effective chip removal
Type of Machining
Different operations require different cooling and lubrication properties.
Milling – efficient cooling is essential
Turning – balance between cooling and lubrication
Grinding – intensive cooling is required
Deep drilling – lubrication and chip evacuation are critical
Machine Requirements
Many modern CNC machines require fluids with low foaming characteristics and stable emulsions.
Environmental and Workplace Safety
Modern companies increasingly choose cutting fluids that are:
low in toxicity
free from chlorine compounds
free from harmful additives
This improves working conditions for operators and reduces environmental impact.
Proper Maintenance of the Cooling System
Even high-quality fluids quickly lose their properties without proper maintenance.
Concentration Control
Emulsion concentration should be regularly checked using a refractometer.
Too low concentration may cause:
corrosion
bacterial growth
Too high concentration may cause:
foaming
increased fluid consumption.
Chip Filtration
Metal chips contaminate the fluid and accelerate tool wear.
It is recommended to use:
magnetic separators
belt filters
cyclone filtration systems.
Bacteria Control
Bacteria and fungi may cause:
unpleasant odors
deterioration of fluid properties
skin irritation for machine operators
Prevention includes:
regular circulation or mixing of the fluid
maintaining the correct concentration
using biocides when necessary.
System Cleaning
Even with regular maintenance, the cooling system should be fully cleaned every 6–12 months:
drain the old fluid
clean the tank and pipelines
remove deposits and sludge
refill with fresh cutting fluid
Common Mistakes When Using Cutting Fluids
Manufacturing environments often encounter the following issues:
using an unsuitable cutting fluid
lack of concentration monitoring
infrequent system cleaning
mixing different types of fluids
These problems may lead to faster tool wear, inconsistent machining quality, and increased production costs.
Conclusion
Cutting fluids play a critical role in metalworking. Proper fluid selection and regular system maintenance help:
extend tool life
improve part quality
reduce production costs
ensure stable CNC machine operation
If you are looking for high-quality cutting fluids for metalworking, explore the Bellini product range here:
https://www.udbu.eu/product/bellini/
Bellini offers professional solutions for metalworking companies, ensuring high efficiency, stable emulsions, and safer working conditions.