Kāpēc SMEC MCV 5700L ir viens no labākajiem vertikālajiem CNC apstrādes centriem savā klasē
 Kāpēc SMEC MCV 5700L ir viens no labākajiem vertikālajiem CNC apstrādes centriem savā klasē
Kāpēc SMEC MCV 5700L ir viens no labākajiem vertikālajiem CNC apstrādes centriem savā klasē
Vertikālā CNC apstrādes centra izvēle ir ieguldījums nākamajiem 10–15 gadiem. Pareizi izvēlēta iekārta ietekmē ražošanas produktivitāti, detaļu pašizmaksu, apstrādes precizitāti un pasūtījumu izpildes ātrumu.
SMEC MCV 5700L ir izstrādāts uzņēmumiem, kuriem nepieciešama augsta precizitāte, uzticamība un liela darba zona bez pārmaksas par zīmolu.
Galvenās SMEC MCV 5700L priekšrocības
1. Palielināts gājiens pa X asi – 1600 mm
Lielākajai daļai līdzīgas klases vertikālo apstrādes centru X ass gājiens ir aptuveni 1000–1200 mm.
SMEC MCV 5700L nodrošina:
X – 1600 mm
Y – 570 mm
Z – 520 mm
Tas ļauj:
apstrādāt garas detaļas vienā uzstādījumā;
samazināt pārbāzēšanas un pāriestatīšanas reižu skaitu;
uzlabot precizitāti, jo nav nepieciešama atkārtota detaļas bāzēšana.
2. Augsts pārvietošanās ātrums
Ātrās pārvietošanās ātrums:
X – 30 m/min
Y – 36 m/min
Z – 30 m/min
samazina palīglaiku un palielina kopējo ražošanas efektivitāti, īpaši sērijveida ražošanā.
3. Jaudīga vārpsta
SMEC MCV 5700L aprīkots ar:
12 000 apgr./min vārpstu;
jaudu 11 / 18,5 kW;
BT40 instrumenta konusu.
Šī konfigurācija ir piemērota:
konstrukciju tēraudam;
nerūsējošajam tēraudam;
alumīnijam;
čugunam;
krāsainajiem metāliem.
4. Liels darba galds
Darba galda izmērs 1700 × 570 mm un maksimālā slodze līdz 1000 kg ļauj droši apstrādāt lielas korpusa detaļas un izmantot smagu stiprinājumu aprīkojumu.
5. Instrumentu magazīna ar 30 pozīcijām
Automātiskā instrumentu maiņa samazina cikla laiku un ļauj izgatavot sarežģītas detaļas bez operatora iejaukšanās.
30 instrumentu magazīna ir optimāls risinājums lielākajai daļai metālapstrādes uzņēmumu.
Salīdzinājums ar populārākajiem analogiem
| Parametrs | SMEC MCV 5700L | DN Solutions DNM 5700 | Haas VF-4 |
|---|---|---|---|
| X ass gājiens | 1600 mm | apm. 1050 mm | 1270 mm |
| Vārpstas ātrums | 12 000 apgr./min | 12 000 apgr./min | 8100 apgr./min (standarta) |
| Vārpstas jauda | 18,5 kW | apm. 18 kW | Atkarīga no komplektācijas |
| Instrumentu magazīna | 30 | 30 | 20 (standarta) |
| Cena pret iespējām | Ļoti augsta vērtība | Augstāka iegādes cena | Mazāka standarta komplektācija |
Pēc tehniskajiem parametriem un ekspluatācijas izmaksām SMEC MCV 5700L piedāvā ļoti konkurētspējīgu cenas un veiktspējas attiecību.
Kāpēc uzņēmumi izvēlas SMEC?
Salīdzinājumā ar daudziem Eiropas un Amerikas ražotājiem SMEC piedāvā:
izcilu cenas un kvalitātes attiecību;
robustu konstrukciju darbam vairākās maiņās;
uzticamu FANUC CNC vadības sistēmu;
augstu konstrukcijas stingrību;
zemas ekspluatācijas izmaksas;
viegli pieejamas rezerves daļas;
vienkāršu robotizācijas un automatizācijas integrāciju.
Tāpēc SMEC apstrādes centri tiek plaši izmantoti autobūvē, mašīnbūvē, hidraulikas komponentu ražošanā, instrumentu izgatavošanā un citās metālapstrādes nozarēs.
Kam piemērots SMEC MCV 5700L?
Šis apstrādes centrs ir lieliska izvēle uzņēmumiem, kas ražo:
korpusa detaļas;
plāksnes un pamatnes;
vidējas sarežģītības presformas;
lauksaimniecības tehnikas komponentes;
rūpniecisko iekārtu detaļas;
enerģētikas nozares komponentes;
alumīnija detaļas;
sērijveida produkciju.
Secinājums
Ja salīdzina SMEC MCV 5700L ar citiem savas klases vertikālajiem CNC apstrādes centriem, tas izceļas ar:
lielāku darba zonu;
jaudīgu vārpstu;
augstu produktivitāti;
rūpniecisku uzticamību;
zemām ekspluatācijas izmaksām.
Tas ir viens no izdevīgākajiem risinājumiem uzņēmumiem, kuri vēlas palielināt ražošanas jaudu un efektivitāti, vienlaikus optimizējot investīcijas.
Pieprasiet individuālu piedāvājumu
Vai plānojat iegādāties jaunu vertikālo CNC frēzēšanas centru?
UDBU speciālisti palīdzēs izvēlēties piemērotāko SMEC MCV 5700L konfigurāciju jūsu ražošanai, aprēķinās produktivitāti, ieteiks automatizācijas risinājumus un sagatavos individuālu komercpiedāvājumu.
Apskatiet iekārtu:
https://www.udbu.eu/produkti/item/metalapstrades-iekartas/cnc-frezesanas-centri/smec-mcv-5700l-cnc-frezesanas-centrs/
Sazinieties ar UDBU jau šodien, lai saņemtu profesionālu konsultāciju, investīciju atmaksāšanās aprēķinu un konkurētspējīgu piedāvājumu jūsu ražošanas uzņēmumam.
5 asu apstrāde: priekšrocības, trūkumi un kad tā patiešām ir nepieciešama
 5 asu apstrāde: priekšrocības, trūkumi un kad tā patiešām ir nepieciešama
5 asu apstrāde: priekšrocības, trūkumi un kad tā patiešām ir nepieciešama
Mūsdienu ražošanā arvien lielāka nozīme ir precizitātei, izgatavošanas ātrumam un iespējai apstrādāt sarežģītas detaļas. Tāpēc 5 asu CNC apstrāde ir kļuvusi par standartu tādās nozarēs kā aviācija, autobūve, medicīnas tehnoloģijas un presformu izgatavošana. Tomēr ne katrai detaļai ir nepieciešama 5 asu apstrāde. Šajā rakstā apskatīsim, ar ko tā atšķiras no tradicionālās 3 asu apstrādes, kādas ir tās priekšrocības un kādos gadījumos šīs tehnoloģijas izmantošana ir patiešām pamatota.
Kas ir 5 asu apstrāde?
Standarta 3 asu CNC iekārta pārvieto griezējinstrumentu pa trim koordinātu asīm – X, Y un Z. Šādā gadījumā sagatave paliek nekustīga, un katras jaunas virsmas apstrādei bieži nepieciešama tās atkārtota nostiprināšana.
5 asu apstrādes centrā tiek pievienotas vēl divas rotācijas asis. Tas ļauj instrumentam piekļūt detaļai gandrīz no jebkura leņķa, savukārt pati sagatave apstrādes laikā automātiski pagriežas.
Rezultātā sarežģītas detaļas iespējams izgatavot vienā uzstādījumā, saglabājot augstu precizitāti starp visām virsmām.
Galvenās 5 asu apstrādes priekšrocības
1. Sarežģītas ģeometrijas apstrāde
Lielākā priekšrocība ir iespēja izgatavot detaļas ar sarežģītām telpiskām virsmām bez papildu operācijām.
Šādas detaļas plaši izmanto:
aviācijas nozarē;
enerģētikā;
medicīnas ierīču ražošanā;
turbīnu izgatavošanā;
presformu un štanču ražošanā.
2. Augstāka precizitāte
Katrs papildu detaļas uzstādījums palielina mērījumu kļūdu risku.
Izmantojot 5 asu apstrādi, lielākā daļa operāciju tiek veikta vienā uzstādījumā, tādējādi tiek samazinātas pozicionēšanas kļūdas un nodrošināta augstāka izstrādājuma precizitāte.
3. Īsāks ražošanas laiks
Lai gan programmēšana ir sarežģītāka, kopējais detaļas izgatavošanas laiks bieži samazinās, jo:
nav nepieciešama vairākkārtēja detaļas pārfiksēšana;
sagataves pozīcija tiek mainīta automātiski;
samazinās palīgoperāciju skaits.
Īpaši izteikts ieguvums ir nelielu un vidēju sēriju ražošanā.
4. Augstāka virsmas kvalitāte
Instrumentu iespējams nepārtraukti uzturēt optimālā leņķī pret apstrādājamo virsmu.
Tas nodrošina:
gludāku virsmas apstrādi;
mazāku raupjumu;
mazāku nepieciešamību pēc manuālas pēcapstrādes.
5. Ilgāks instrumenta kalpošanas laiks
Pareizi izvēlēta apstrādes stratēģija ļauj vienmērīgāk sadalīt slodzi uz griezējinstrumentu.
Tas samazina nodilumu un pagarina instrumenta ekspluatācijas laiku.
5 asu apstrādes trūkumi
Neskatoties uz daudzajām priekšrocībām, šī tehnoloģija nav piemērota visiem uzdevumiem.
Augstas iekārtu izmaksas
5 asu CNC apstrādes centri ir ievērojami dārgāki nekā tradicionālās 3 asu iekārtas.
Papildus nepieciešami arī:
moderna CAD/CAM programmatūra;
jaudīga programmēšanas vide;
kvalificēti speciālisti.
Sarežģītāka programmēšana
Vadības programmu izstrāde prasa augstu kompetenci.
Nepareizi aprēķinātas instrumenta trajektorijas var izraisīt sadursmi starp instrumentu, detaļu vai pašu iekārtu.
Augstākas prasības operatoriem
Darbs ar 5 asu CNC centriem prasa padziļinātas zināšanas par:
metālapstrādes tehnoloģijām;
iekārtu kinemātiku;
instrumentu izvēli;
griešanas stratēģijām.
Kad 5 asu apstrāde ir patiešām nepieciešama?
5 asu tehnoloģija ir visefektīvākā šādu detaļu izgatavošanai:
turbīnu lāpstiņas;
darba riteņi;
impelleri;
medicīniskie implanti;
sarežģītas presformas;
aviācijas dzinēju komponentes;
detaļas ar daudzām slīpām vai grūti pieejamām virsmām.
Tā ir īpaši izdevīga arī prototipu un individuālu detaļu izgatavošanā, kur svarīgs ir īss izpildes laiks.
Kad pietiek ar 3 asu CNC apstrādi?
Ja detaļai ir vienkārša ģeometrija un lielākā daļa virsmu ir viegli pieejama no vienas puses, 5 asu apstrāde bieži vien nav ekonomiski pamatota.
Šādos gadījumos 3 asu CNC apstrāde nodrošina:
zemākas ražošanas izmaksas;
vienkāršāku programmēšanu;
augstu produktivitāti;
efektīvu sērijveida ražošanu.
Tāpēc piemērotākā tehnoloģija vienmēr jāizvēlas, ņemot vērā detaļas konstrukciju, precizitātes prasības un ražošanas apjomu.
Kā izvēlēties piemērotāko apstrādes tehnoloģiju?
Lai pieņemtu optimālu lēmumu, parasti tiek izvērtēti vairāki faktori:
detaļas ģeometrijas sarežģītība;
nepieciešamo uzstādījumu skaits;
precizitātes prasības;
izmantotais materiāls;
pasūtījuma apjoms;
pieļaujamās ražošanas izmaksas.
Tehnoloģiskā analīze pirms ražošanas uzsākšanas palīdz izvēlēties ekonomiski izdevīgāko risinājumu un izvairīties no liekiem izdevumiem.
Noslēgumā
5 asu CNC apstrāde sniedz plašas iespējas sarežģītu detaļu izgatavošanai ar augstu precizitāti un minimālu uzstādījumu skaitu. Tā palīdz samazināt ražošanas ciklu, uzlabot virsmas kvalitāti un samazināt kļūdu iespējamību.
Tomēr šī tehnoloģija nav universāls risinājums. Vienkāršām detaļām 3 asu CNC apstrāde joprojām ir ekonomiski izdevīgāka un pilnībā atbilst ražošanas prasībām.
Izvēloties piemērotāko apstrādes tehnoloģiju jau projekta sākumā, iespējams optimizēt izmaksas, saīsināt ražošanas laiku un nodrošināt augstākās kvalitātes gala rezultātu.
Top 7 metālapstrādes operācijas, kuras kobots var pārņemt jau rīt
 Top 7 metālapstrādes operācijas, kuras kobots var pārņemt jau rīt
Top 7 metālapstrādes operācijas, kuras kobots var pārņemt jau rīt
Kvalificētu darbinieku trūkums, augošās kvalitātes prasības un nepieciešamība palielināt ražīgumu liek metālapstrādes uzņēmumiem meklēt jaunus automatizācijas risinājumus. Viens no pieejamākajiem un efektīvākajiem risinājumiem šodien ir koboti jeb kolaboratīvie roboti, kas spēj droši strādāt līdzās cilvēkiem un ātri pielāgoties dažādiem uzdevumiem.
Atšķirībā no tradicionālajiem industriālajiem robotiem, kobotiem nav nepieciešama sarežģīta infrastruktūra vai ilgs ieviešanas process. Daudzas operācijas iespējams automatizēt dažu nedēļu laikā. Apskatīsim septiņas metālapstrādes operācijas, kuras kobots var pārņemt jau rīt.
1. CNC darbgaldu iekraušana un izkraušana
CNC darbgaldu apkalpošana ir viena no populārākajām kobotu pielietošanas jomām. Robots var automātiski ievietot sagataves un izņemt gatavās detaļas no virpošanas, frēzēšanas vai slīpēšanas iekārtām.
Ieguvumi:
samazinās darbgaldu dīkstāves laiks;
iespējams strādāt nakts maiņās;
tiek nodrošināta stabila un precīza detaļu ievietošana;
pieaug kopējā ražošanas efektivitāte.
Īpaši efektīvs šis risinājums ir sērijveida ražošanā, kur operatoriem regulāri jāveic vienas un tās pašas darbības.
2. Detaļu paletizācija un iepakošana
Pēc apstrādes detaļas ir jāsašķiro, jānovieto konteineros vai uz paletēm. Šis process ir laikietilpīgs un fiziski nogurdinošs.
Kobots var:
kārtot detaļas pēc iepriekš noteiktas shēmas;
šķirot produkciju pēc tipa;
sagatavot izstrādājumus nosūtīšanai;
automātiski uzskaitīt saražoto produkciju.
3. Metāla konstrukciju metināšana
Mūsdienu koboti veiksmīgi tiek izmantoti MIG/MAG un TIG metināšanas procesos. Vienkāršā programmēšana ļauj tos izmantot arī nelielās sērijās un ražošanā ar biežu produktu maiņu.
Galvenās priekšrocības:
vienmērīga metinājuma kvalitāte;
mazāk brāķa;
drošāki darba apstākļi;
iespēja strādāt nepārtraukti.
Daudziem uzņēmumiem robotizēta metināšana kļūst par pirmo soli automatizācijas virzienā.
4. Virsmu slīpēšana un atskabargošana
Metāla virsmu apstrāde ir viena no fiziski smagākajām un monotonākajām operācijām. Manuālā darbā kvalitāti bieži ietekmē operatora nogurums.
Kobots var veikt:
atskabargu noņemšanu;
malu slīpēšanu;
virsmu pulēšanu;
gala apstrādi.
Pastāvīgs spiediens un precīza kustību atkārtojamība nodrošina vienmērīgu rezultātu katrai detaļai.
5. Kvalitātes kontrole ar mašīnredzi
Aprīkots ar mašīnredzes sistēmu, kobots var automātiski pārbaudīt detaļu izmērus, formu un virsmas kvalitāti.
Automatizēta kvalitātes kontrole ļauj:
savlaicīgi atklāt defektus;
samazināt reklamāciju skaitu;
paātrināt pārbaudes procesu;
iegūt objektīvus kvalitātes datus.
Tas ir īpaši svarīgi ražotājiem ar augstām precizitātes prasībām.
6. Detaļu pārvietošana starp darba vietām
Daudzos uzņēmumos ievērojama darba laika daļa tiek tērēta detaļu transportēšanai starp iekārtām.
Kobots var:
pārvietot detaļas starp darba zonām;
apkalpot vairākas iekārtas vienlaikus;
piepildīt starpkrātuves;
automatizēt iekšējo loģistiku.
Tas ļauj darbiniekiem koncentrēties uz sarežģītākiem un vērtīgākiem uzdevumiem.
7. Pārklājumu uzklāšana un virsmu apstrāde
Krāsošana, aizsargpārklājumu uzklāšana un citas līdzīgas operācijas prasa augstu precizitāti un atkārtojamību.
Kobota izmantošana nodrošina:
vienmērīgu materiāla uzklāšanu;
mazāku materiālu patēriņu;
mazāk brāķa;
augstāku darba drošību.
Turklāt tiek samazināta cilvēka faktora ietekme uz gala produkta kvalitāti.
Kāpēc izvēlēties kobotu?
Kolaboratīvo robotu galvenā priekšrocība ir elastība. Tos var ātri pielāgot jauniem produktiem, tie aizņem maz vietas un spēj strādāt līdzās cilvēkiem bez sarežģītām aizsargbarjerām.
Metālapstrādes uzņēmumiem tas nozīmē iespēju sākt automatizāciju ar vienu darba vietu, ātri sasniegt ekonomisko efektu un pakāpeniski paplašināt robotizācijas risinājumus visā ražošanā.
Secinājums
Koboti vairs nav nākotnes tehnoloģija — tie jau šodien ir praktisks instruments produktivitātes paaugstināšanai. CNC darbgaldu apkalpošana, metināšana, slīpēšana, kvalitātes kontrole un iekšējā loģistika ir tikai dažas no operācijām, kuras iespējams automatizēt bez būtiskām investīcijām infrastruktūrā.
Uzņēmumi, kas sāk robotizāciju jau tagad, iegūst ne tikai augstāku ražīgumu, bet arī būtisku konkurences priekšrocību tirgū, kur kvalitāte, ātrums un elastība kļūst arvien svarīgāki.
Vai vēlaties noskaidrot, kuras operācijas jūsu ražošanā iespējams automatizēt?
UDBU palīdz uzņēmumiem ieviest kobotus, industriālos robotus un automatizācijas risinājumus metālapstrādei — no procesa analīzes līdz pilnai integrācijai un apmācībām. Uzziniet vairāk par mūsu automatizācijas risinājumiem: UDBU Automatizācija
Biežākās kļūdas aspirācijas sistēmu projektēšanā metālapstrādes cehā
 Biežākās kļūdas aspirācijas sistēmu projektēšanā metālapstrādes cehā
Biežākās kļūdas aspirācijas sistēmu projektēšanā metālapstrādes cehā
Mūsdienu metālapstrādes cehos aspirācijas sistēma jau sen vairs nav tikai “papildus opcija”. CNC iekārtu darbības laikā, frēzēšanā, slīpēšanā un virpošanā gaisā nonāk eļļas migla, dzesēšanas šķidruma aerosoli un smalkas metāla daļiņas. Nepareizi projektēta gaisa attīrīšanas sistēma rada ne tikai ceha piesārņojumu, bet arī paātrina iekārtu nolietošanos, pasliktina darba apstākļus un palielina uzturēšanas izmaksas.
Apskatīsim biežākās kļūdas, kas tiek pieļautas, projektējot aspirācijas sistēmas metālapstrādē.
1. Nepareizs sistēmas jaudas aprēķins
Viena no visizplatītākajām kļūdām ir aprīkojuma izvēle “uz aci” vai tikai pēc cenas. Lai nodrošinātu efektīvu gaisa attīrīšanu, jāņem vērā:
iekārtu skaits
apstrādes veids
izmantotā dzesēšanas šķidruma apjoms
eļļas miglas veidošanās intensitāte
telpas platība
Ja sistēmas jauda ir nepietiekama, aerosoli turpina palikt gaisā un nosēžas uz iekārtām.
2. Aspirācijas sistēmas uzstādīšana pārāk tālu no piesārņojuma avota
Jo garāki ir gaisa vadi un jo vairāk sistēmā ir līkumu, jo zemāka ir eļļas miglas savākšanas efektivitāte. Bieži vien iekārtas tiek uzstādītas tur, kur “ir vieta”, nevis tur, kur tas ir visefektīvāk.
Praksē vislabākos rezultātus nodrošina lokālā filtrācija — kad gaisa attīrītājs tiek uzstādīts tieši pie iekārtas.
3. Nepiemērotas filtrācijas tehnoloģijas izmantošana
Dažādi metālapstrādes procesi rada atšķirīgus piesārņojuma veidus. Rupjām skaidām, smalkai eļļas miglai un dūmiem nepieciešamas dažādas filtrācijas tehnoloģijas:
mehāniskā filtrācija
koalescences filtrācija
centrbēdzes filtrācija
HEPA filtrācija
Nepareiza tehnoloģijas izvēle izraisa ātru filtru aizsērēšanu un samazina sistēmas efektivitāti.
4. Apkopes ignorēšana jau projektēšanas posmā
Ļoti bieži sistēmas tiek projektētas, neņemot vērā turpmāko apkopi. Rezultātā:
filtrus ir neērti nomainīt
sistēmu ir sarežģīti tīrīt
nav eļļas drenāžas
apkope prasa ražošanas apturēšanu
Mūsdienīgām sistēmām jānodrošina ātra piekļuve filtriem un minimālas iekārtu dīkstāves.
5. Viena sistēma visām iekārtām bez gaisa plūsmas balansēšanas
Vairāku CNC iekārtu pieslēgšana vienai sistēmai bez pareiza gaisa plūsmas aprēķina ir vēl viena tipiska kļūda. Dažādas iekārtas rada atšķirīgu slodzi, un bez balansēšanas daļa aprīkojuma paliek bez pietiekamas gaisa attīrīšanas.
6. Energoefektivitātes ignorēšana
Daži uzņēmumi joprojām izvada attīrīto gaisu ārpus telpām pat ziemā, zaudējot siltumu un palielinot apkures izmaksas. Mūsdienu sistēmas ļauj efektīvi attīrīt gaisu un atgriezt to atpakaļ telpā, ievērojot drošības prasības.
Praktisks risinājums lokālai gaisa attīrīšanai
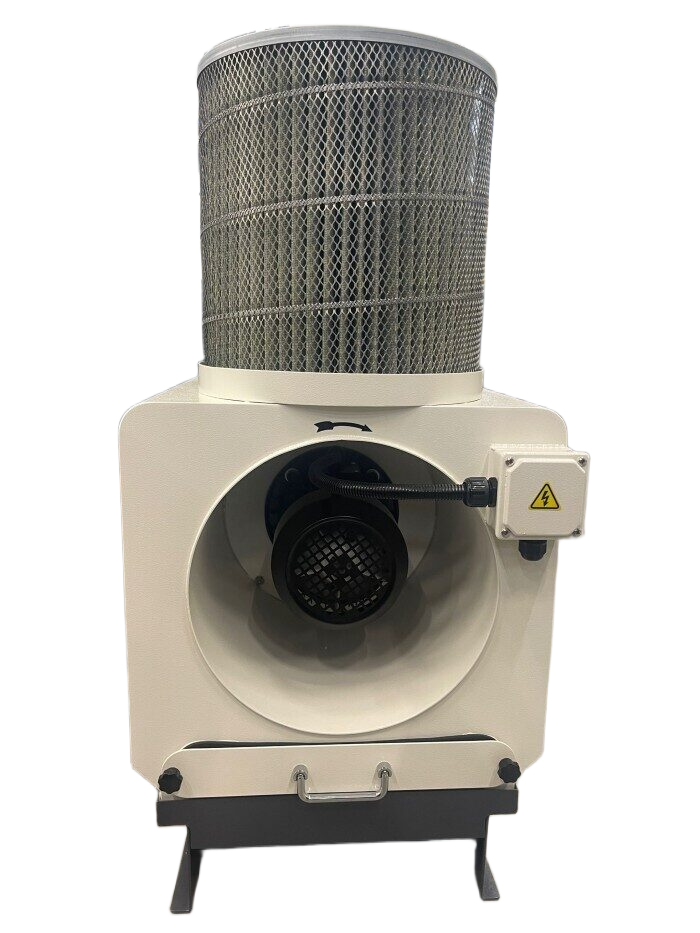
Metālapstrādes iekārtām, kur veidojas eļļas migla un dzesēšanas šķidruma aerosoli, efektīvs risinājums ir kompaktas lokālās gaisa attīrīšanas sistēmas, kas tiek uzstādītas tieši pie piesārņojuma avota.
Viens no šādiem risinājumiem ir Precitonix OMM 150 Eļļas Miglas Savācējs — rūpniecisks centrbēdzes eļļas miglas filtrs metālapstrādei. Sistēma nodrošina:
daudzpakāpju filtrāciju
līdz pat 99% piesārņojuma savākšanu
kompaktu uzstādīšanu pie iekārtas
zemu trokšņa līmeni
dzesēšanas šķidruma atgriešanu sistēmā
mazāku iekārtu un gaisa piesārņojumu cehā
Secinājums
Pareizi projektēta aspirācijas sistēma tieši ietekmē ražošanas drošību, iekārtu kalpošanas laiku un apstrādes kvalitāti. Lielākā daļa problēmu rodas nevis aprīkojuma kvalitātes dēļ, bet kļūdu dēļ projektēšanas posmā.
Lokālā gaisa attīrīšana, pareiza filtrācijas izvēle un moderns aprīkojums ļauj būtiski samazināt eļļas miglas koncentrāciju un uzlabot darba apstākļus metālapstrādes cehā.
Kad Seco un Sandvik tiešām attaisno savu cenu — un kur YG-1 izrādās izdevīgāks
 Kad Seco un Sandvik tiešām attaisno savu cenu — un kur YG-1 izrādās izdevīgāks
Kad Seco un Sandvik tiešām attaisno savu cenu — un kur YG-1 izrādās izdevīgāks
Metālapstrādes instrumentu tirgū jau sen valda uzskats: ja vajag “nopietnu” rezultātu — izvēlies Seco Tools vai Sandvik Coromant.
Un patiešām — šie ražotāji piedāvā ļoti augstu stabilitāti, izturību un produktivitāti.
Taču reālā ražošanā galvenais jautājums gandrīz vienmēr ir detaļas pašizmaksa.
Un tieši šeit korejiešu YG-1 daudzos uzdevumos izrādās ievērojami izdevīgāks.
Kad Seco un Sandvik patiešām ir savas cenas vērti
Premium klases plāksnītes ir dārgas ne tikai zīmola dēļ.
Galvenā priekšrocība ir pārklājumu tehnoloģijas un stabila ģeometrija. Piemēram, Seco izmanto savu Duratomic tehnoloģiju, kas palielina nodilumizturību pie augstām temperatūrām un griešanas ātrumiem.
Ko tas dod ražošanā:
lielāku griešanas ātrumu;
prognozējamāku nodilumu;
ilgāku vienas griezējmalas kalpošanas laiku;
mazākas dīkstāves instrumenta maiņas dēļ;
stabilu detaļu kvalitāti sērijveida ražošanā.
Īpaši labi tas izpaužas:
lielās sērijās;
24/7 ražošanā;
automatizētās līnijās;
sarežģītu materiālu apstrādē;
situācijās, kur katra iekārtas apstāšanās maksā dārgi.
Šādos apstākļos dārgāka plāksnīte patiešām atmaksājas — nevis ar zemāku iepirkuma cenu, bet ar mazākām dīkstāvēm un lielāku detaļu izlaidi.
Kur YG-1 ir ekonomiski izdevīgāks
Taču ne katrs cehs strādā ideālos apstākļos.
Daudzos reālos uzdevumos plāksnītes nepaspēj izmantot savu “premium” resursu, jo instrumentu bojā citi faktori:
nepietiekama iekārtas stingrība;
vibrācijas;
oksīda kārta;
pārtraukta griešana;
trieciena slodzes;
nestabils materiāls;
neoptimāli režīmi.
Un tieši šeit rodas galvenais jautājums:
ja dārga plāksnīte nolūst tikpat ātri kā pieejamāka alternatīva, kāpēc pārmaksāt?
Cenu starpība ir ļoti būtiska
Vidēji YG-1 plāksnītes maksā aptuveni par 40–50% mazāk nekā līdzīgas Seco vai Sandvik plāksnītes.
Apstrādājot:
parastu konstrukciju tēraudu;
alumīniju;
vienkāršas detaļas;
nelielas sērijas,
atšķirība kalpošanas ilgumā bieži vien ir minimāla.
Tas nozīmē:
detaļas kvalitāte ir tā pati;
resurss atšķiras nebūtiski;
bet instrumentu izmaksas samazinās gandrīz uz pusi.
Tieši tāpēc daudzi uzņēmumi pakāpeniski pāriet uz YG-1 tajās operācijās, kur nav jēgas pārmaksāt par “rezervi”, kas praksē netiek izmantota.
Biežākā kļūda, izvēloties plāksnītes
Daudzi vērtē instrumentu tikai pēc iepirkuma cenas.
Taču jāskaita vienas detaļas apstrādes izmaksas.
Dažreiz plāksnīte ir par 50% dārgāka, bet kalpo divreiz ilgāk — tad tā ir izdevīgāka.
Bet dažreiz ir pretēji:
premium plāksnīte kalpo tikai par 10–15% ilgāk;
bet maksā gandrīz divreiz vairāk.
Šādā situācijā ekonomika jau skaidri ir YG-1 pusē.
Kad pāreja uz YG-1 ir īpaši pamatota
YG-1 bieži kļūst par labāko risinājumu, ja:
iekārtas stingrība ir vidēja;
ir pārtraukta virpošana;
tiek apstrādātas sagataves ar oksīda kārtu;
instruments regulāri saņem trieciena slodzes;
tiek izmantoti universāli, nevis maksimāli agresīvi režīmi;
svarīgāk ir samazināt pašizmaksu, nevis sasniegt maksimālu griešanas ātrumu.
Daudziem maziem un vidējiem uzņēmumiem tieši tā ir ikdienas realitāte.
Secinājums
Ja Seco vai Sandvik plāksnītes jums kalpo ilgi, stabili un prognozējami — mainīt tās tikai nelielas ietaupīšanas dēļ parasti nav jēgas.
Taču, ja instruments regulāri:
šķeļas;
lūst;
ātri nolietojas smagu apstākļu dēļ;
nepaspēj izmantot savu resursu,
tad pāreja uz YG-1 var samazināt instrumentu izmaksas gandrīz divas reizes bez būtiska rezultāta zuduma.
Kā saprast, vai YG-1 būs izdevīgāks tieši jums
Lai precīzi aprēķinātu ekonomiku jūsu ceham, atbildiet tikai uz trim jautājumiem:
Cik minūtes tīrā griezuma (vai cik detaļu) šobrīd iztur viena Seco plāksnītes griezējmala?
Kādu materiālu jūs apstrādājat: nerūsējošo tēraudu, konstrukciju tēraudu vai čugunu?
Vai plāksnītes nodilst pakāpeniski, vai arī tās biežāk šķeļas un lūst priekšlaicīgi?
Pēc tam varēs objektīvi salīdzināt vienas detaļas izmaksas un saprast, vai pāreja uz YG-1 dos reālu ietaupījumu tieši jūsu ražošanā.
Kā izvēlēties griešanas režīmus nerūsējošā tērauda apstrādei ar SMEC CNC darbgaldiem
 Kā izvēlēties griešanas režīmus nerūsējošā tērauda apstrādei ar SMEC CNC darbgaldiem
Kā izvēlēties griešanas režīmus nerūsējošā tērauda apstrādei ar SMEC CNC darbgaldiem
Nerūsējošais tērauds tiek uzskatīts par vienu no sarežģītākajiem materiāliem mehāniskajā apstrādē. Augstā viskozitāte, tendence uz sacietēšanu apstrādes laikā un intensīva instrumenta uzkaršana prasa precīzu griešanas režīmu izvēli. Tas ir īpaši svarīgi, strādājot ar modernajiem SMEC CNC darbgaldiem, kuru augstā dinamika un jaudīgie vārpstu mezgli ļauj efektīvi apstrādāt gan AISI 304, gan karstumizturīgos tēraudus.
Kāpēc nerūsējošo tēraudu ir grūti apstrādāt
Galvenās problēmas nerūsējošā tērauda apstrādē:
ātrs griezējinstrumenta nodilums;
uzkausējuma veidošanās uz griezējmalas;
augsta temperatūra griešanas zonā;
vibrācijas nepietiekamas stingrības gadījumā;
virsmas sacietēšana nepareizas padeves dēļ.
Tāpēc standarta režīmi, kas piemēroti oglekļa tēraudam, šeit neder.
Kādi parametri ietekmē griešanas režīmus
Iestatot CNC darbgaldu, jāņem vērā:
nerūsējošā tērauda marka;
apstrādes veids (virpošana, frēzēšana, urbšana);
instrumenta materiāls;
sistēmas “darbgalds-instruments-detaļa” stingrība;
dzesēšanas šķidruma izmantošana;
vārpstas jauda un vadotņu tips.
Piemēram, virpošanas centri SMEC SL 2000 CNC Turning Center ir aprīkoti ar vārpstu līdz 6000 apgr./min un piedziņu līdz 18.5 kW, kas ļauj stabili apstrādāt nerūsējošo tēraudu arī pie lielām slodzēm.
Ieteicamie griešanas režīmi nerūsējošajam tēraudam
AISI 304 virpošana ar cietmetāla instrumentu
| Parametrs | Rupjā apstrāde | Tīrapstrāde |
|---|---|---|
| Griešanas ātrums (Vc) | 120–180 m/min | 180–250 m/min |
| Padeve (f) | 0.20–0.40 mm/apgr. | 0.05–0.15 mm/apgr. |
| Griešanas dziļums (ap) | 1.5–4 mm | 0.2–1 mm |
Svarīgākais noteikums — izvairīties no pārāk mazas padeves. Nerūsējošais tērauds ātri sacietē, un instruments sāk “slīdēt” pa virsmu, nevis griezt materiālu.
Kā SMEC darbgaldi palīdz nerūsējošā tērauda apstrādē
Mūsdienu SMEC CNC darbgaldi piedāvā vairākas priekšrocības darbam ar grūti apstrādājamiem materiāliem.
Augsta konstrukcijas stingrība
SL sērijā tiek izmantota pastiprināta konstrukcija un kārbas tipa vadotnes, kas samazina vibrācijas smagas apstrādes laikā.
Jaudīga vārpsta
Piemēram, modelis SMEC SL 2500SY CNC Turning Center ir aprīkots ar vārpstu līdz 26 kW un ļauj apstrādāt detaļas garumā virs 1200 mm.
Liels pārvietošanās ātrums
Ātrās padeves pa asīm samazina tukšgaitas laiku un palielina produktivitāti sērijveida ražošanā.
Piedziņas instrumenta atbalsts
Modeļi ar “M” un “Y” indeksu ļauj veikt frēzēšanu, urbšanu un vītņošanu vienā uzstādījumā, kas ir īpaši svarīgi sarežģītu detaļu apstrādē no nerūsējošā tērauda.
Kādu instrumentu izmantot
Nerūsējošā tērauda apstrādei ieteicams izmantot:
cietmetāla instrumentus ar TiAlN vai AlTiN pārklājumu;
plāksnītes ar pozitīvu ģeometriju;
asas griezējmalas;
iekšējo dzesēšanas šķidruma padevi.
Strādājot pie augstiem apgriezieniem uz SMEC darbgaldiem, īpaši svarīgi izmantot kvalitatīvus balansētus instrumentus.
Biežākās kļūdas griešanas režīmu izvēlē
Pārāk mazs griešanas ātrums
Tas izraisa materiāla sacietēšanu un paātrinātu instrumenta nodilumu.
Nepietiekama padeve
Instruments sāk pārkarst un bojā virsmas kvalitāti.
Nepietiekama dzesēšana
Nerūsējošais tērauds slikti novada siltumu, tāpēc pārkaršana rodas ļoti ātri.
Pārāk liels instrumenta iznesums
Pat stingriem darbgaldiem nepieciešams minimāls instrumenta iznesums, lai novērstu vibrācijas.
Praktisks piemērs SMEC SL 2000 darbgaldiem
Apstrādājot AISI 304 vārpstu ar diametru 60 mm uz SMEC SL 2000 CNC Turning Center, var izmantot šādus parametrus:
Vc = 160 m/min;
apgriezieni ≈ 850 apgr./min;
padeve = 0.25 mm/apgr.;
griešanas dziļums = 2 mm;
CNMG plāksnīte ar TiAlN pārklājumu.
Šādi parametri nodrošina stabilu skaidas veidošanos, minimālas vibrācijas un labu instrumenta kalpošanas laiku.
Secinājums
Pareiza griešanas režīmu izvēle nerūsējošā tērauda apstrādē tieši ietekmē instrumenta kalpošanas ilgumu, virsmas kvalitāti un CNC iekārtu produktivitāti. SMEC darbgaldi ar savu augsto stingrību, jaudīgajām vārpstām un moderno vadības sistēmu atbalstu ir piemēroti gan sērijveida ražošanai, gan sarežģītai precīzijas apstrādei.
5 pazīmes, ka ražošanas ceha gaisa attīrīšanas sistēmai nepieciešama modernizācija
 5 pazīmes, ka ražošanas ceha gaisa attīrīšanas sistēmai nepieciešama modernizācija
5 pazīmes, ka ražošanas ceha gaisa attīrīšanas sistēmai nepieciešama modernizācija
Mūsdienu metālapstrādes uzņēmumos gaisa kvalitāte ir kļuvusi par tikpat svarīgu faktoru kā iekārtu precizitāte vai ražošanas efektivitāte. CNC apstrādes laikā rodas eļļas migla, dzesēšanas šķidrumu aerosoli un smalkas daļiņas, kas pakāpeniski uzkrājas darba vidē. Ja gaisa attīrīšanas sistēma vairs nespēj efektīvi tikt galā ar piesārņojumu, tas ietekmē gan darbinieku komfortu, gan iekārtu darbību un uzņēmuma izmaksas.
Daudzos gadījumos problēmas sākas nemanāmi, taču ar laiku kļūst arvien izteiktākas. Šeit ir piecas pazīmes, kas liecina — pienācis laiks modernizēt gaisa attīrīšanas sistēmu.
1. Uz iekārtām un virsmām veidojas eļļains nosēdums
Viena no pirmajām pazīmēm ir lipīga eļļas kārta uz CNC iekārtām, instrumentiem, apgaismojuma elementiem vai grīdas. Tas nozīmē, ka eļļas aerosoli netiek pilnvērtīgi savākti un nosēžas telpā.
Šāds piesārņojums ne tikai rada nekārtību, bet arī:
pasliktina elektronikas darbību;
palielina iekārtu nolietojumu;
apgrūtina apkopi;
rada papildus drošības riskus.
Mūsdienīgas eļļas miglas savākšanas sistēmas palīdz būtiski samazināt šo problēmu, uztverot aerosolu tieši pie tā rašanās avota.
2. Cehā pastāvīgi jūtama eļļas vai dzesēšanas šķidruma smaka
Ja ražošanas telpās ilgstoši saglabājas izteikta smaka, tas ir signāls par paaugstinātu piesārņojuma koncentrāciju gaisā.
Īpaši bieži tas novērojams:
intensīvas CNC apstrādes laikā;
slīpēšanas procesos;
ātrgaitas frēzēšanā;
slēgtās darba zonās ar nepietiekamu ventilāciju.
Ilgstoša piesārņota gaisa iedarbība negatīvi ietekmē darba vidi un samazina komfortu darbiniekiem. Tieši tādēļ arvien vairāk uzņēmumu izvēlas lokālās gaisa attīrīšanas sistēmas, kas savāc eļļas miglu jau tās veidošanās brīdī.
3. Filtri jāmaina pārāk bieži
Ja ventilācijas sistēmas filtri ātri aizsērē un to efektivitāte strauji samazinās, iespējams, esošā sistēma vairs nav piemērota ražošanas intensitātei.
Tas bieži norāda uz:
nepietiekamu filtrācijas pakāpju skaitu;
pārmērīgu sistēmas noslodzi;
novecojušu tehnoloģiju;
neefektīvu gaisa plūsmu.
Mūsdienīgas sistēmas izmanto daudzpakāpju filtrāciju, kas ļauj atdalīt lielākās daļiņas vēl pirms galvenā filtra. Rezultātā samazinās apkopes biežums un ekspluatācijas izmaksas.
4. Telpās kļūst karsts un smacīgs
Novecojušas ventilācijas sistēmas bieži darbojas pēc principa — piesārņoto gaisu pilnībā izvadīt ārpus telpām. Tas rada papildu slodzi apkures un ventilācijas sistēmām.
Rezultātā uzņēmumi saskaras ar:
lielākiem enerģijas patēriņa izdevumiem;
nestabilu mikroklimatu;
nekomfortablu darba vidi;
paaugstinātu mitruma un temperatūras līmeni.
Modernas gaisa attīrīšanas sistēmas ļauj attīrīto gaisu novadīt atpakaļ telpā, saglabājot stabilāku mikroklimatu un samazinot enerģijas zudumus.
5. Ražošana ir paplašinājusies, bet ventilācijas sistēma nav mainīta
Ļoti bieži uzņēmumi investē jaunās CNC iekārtās un palielina ražošanas apjomus, taču gaisa attīrīšanas sistēma paliek tā pati, kas tika uzstādīta pirms vairākiem gadiem.
Tas noved pie:
lielākas aerosolu koncentrācijas;
ātrākas iekārtu piesārņošanās;
augstākām apkopes izmaksām;
sliktākas gaisa kvalitātes.
Šādās situācijās efektīvs risinājums ir kompaktie lokālie eļļas miglas savācēji, kurus iespējams uzstādīt tieši pie CNC iekārtām bez sarežģītas ventilācijas pārbūves.
Efektīvs risinājums mūsdienu metālapstrādei
Viens no praktiskiem risinājumiem ir Precitonix OMM 150 eļļas miglas savācējs. Tas paredzēts lokālai gaisa attīrīšanai metālapstrādes procesos, kur rodas eļļas aerosoli un dzesēšanas šķidrumu migla.
Sistēma nodrošina:
efektīvu daudzpakāpju filtrāciju;
kompaktu uzstādīšanu pie iekārtas;
zemu trokšņa līmeni;
samazinātu apkopes nepieciešamību;
tīrāku un drošāku darba vidi.
Šādi risinājumi palīdz ne tikai uzlabot gaisa kvalitāti, bet arī pagarina iekārtu kalpošanas laiku un samazina kopējās ekspluatācijas izmaksas.
Noslēgumā
Gaisa kvalitāte metālapstrādes cehā tieši ietekmē darba drošību, iekārtu uzticamību un uzņēmuma efektivitāti. Ja telpās parādās eļļaini nosēdumi, jūtama pastāvīga smaka vai ventilācijas sistēma vairs nespēj nodrošināt komfortablu darba vidi, tas ir skaidrs signāls modernizācijai.
Savlaicīgi ieguldījumi mūsdienīgās eļļas miglas savākšanas sistēmās palīdz uzņēmumiem radīt drošāku, tīrāku un efektīvāku ražošanas vidi ilgtermiņā.
UDBU uzsāk sadarbību ar FAIRINO industriālās robotikas jomā
 UDBU uzsāk sadarbību ar FAIRINO industriālās robotikas jomā
UDBU uzsāk sadarbību ar FAIRINO industriālās robotikas jomā
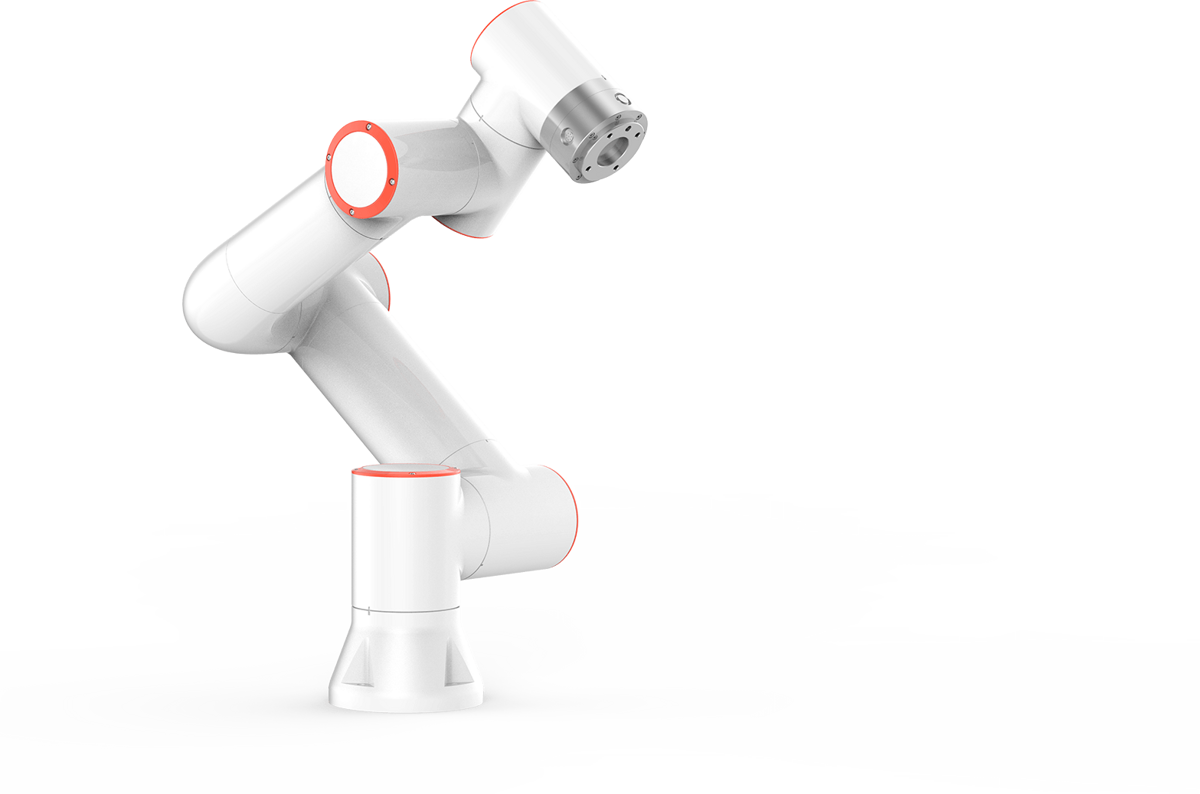
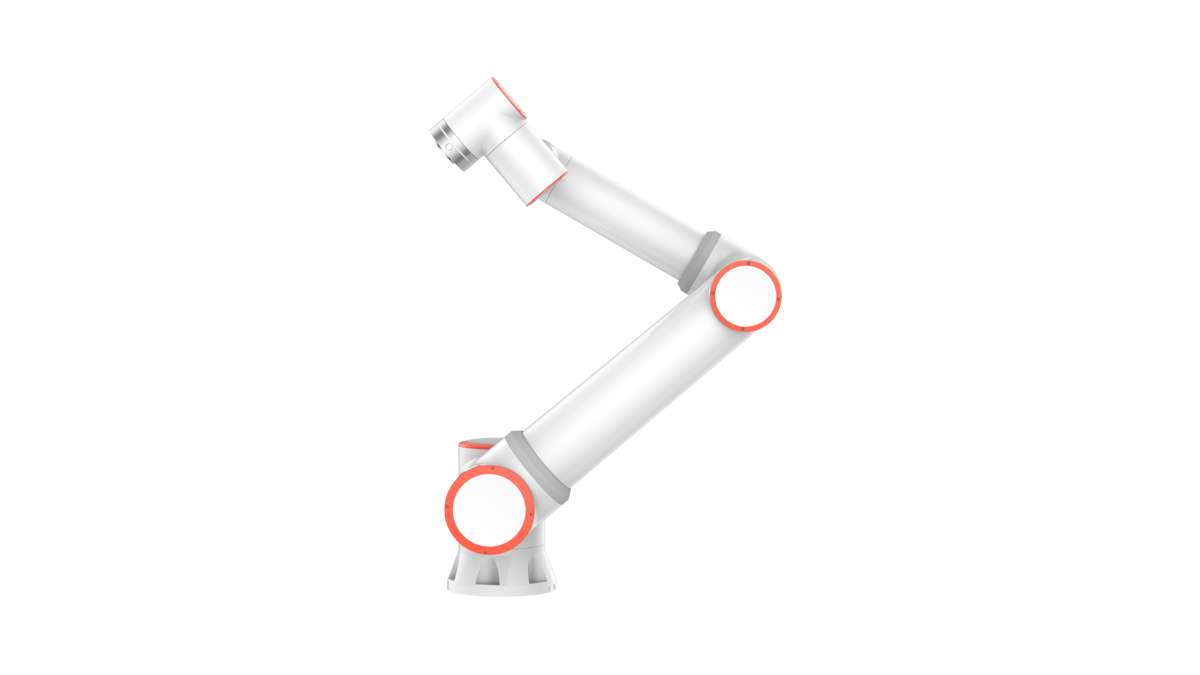
Uzņēmums FAIRINO un UDBU komanda paziņo par sadarbības uzsākšanu industriālās robotikas un ražošanas procesu automatizācijas jomā.
Sadarbības mērķis ir attīstīt lokālus projektus kolaboratīvo robotu (cobots) ieviešanai dažādu nozaru uzņēmumos — no metālapstrādes un montāžas līnijām līdz iepakošanai, loģistikai un ražošanas procesiem ar atkārtojamām operācijām.
FAIRINO kolaboratīvie roboti ļauj uzņēmumiem ātrāk pāriet uz moderniem automatizācijas risinājumiem, pateicoties:
drošai cilvēka un robota sadarbībai;
elastīgai integrācijai esošajos ražošanas procesos;
samazinātai slodzei darbiniekiem;
augstākai procesu stabilitātei un kvalitātei;
ražošanas izmaksu optimizācijai.
Sadarbības ietvaros UDBU koncentrēsies uz lokālu risinājumu izstrādi un ieviešanu uzņēmumiem reģionā, tostarp:
ražošanas procesu analīzi;
robotizētu šūnu projektēšanu;
iekārtu integrāciju;
robotu programmēšanu un konfigurēšanu;
projektu uzturēšanu un tehnisko atbalstu.
Galvenais partnerības mērķis ir padarīt mūsdienīgus robotizācijas risinājumus pieejamākus vietējam biznesam un paātrināt ražošanas digitalizāciju.
Kolaboratīvo robotu izmantošana kļūst īpaši aktuāla laikā, kad pieaug pieprasījums pēc automatizācijas, trūkst kvalificētu speciālistu un uzņēmumiem nepieciešams paaugstināt ražošanas efektivitāti.
UDBU šo virzienu uzskata par stratēģiski nozīmīgu inženiertehnisko un ražošanas kompetenču attīstībai, kā arī jaunu industriālās automatizācijas risinājumu radīšanai.
Adaptīvās frēzēšanas stratēģijas CAM sistēmās: tabulas, parametri un Fusion 360, NX un Mastercam salīdzinājums
 Adaptīvās frēzēšanas stratēģijas CAM sistēmās: tabulas, parametri un Fusion 360, NX un Mastercam salīdzinājums
Adaptīvās frēzēšanas stratēģijas CAM sistēmās: tabulas, parametri un Fusion 360, NX un Mastercam salīdzinājums
Ievads
Adaptīvā frēzēšana ir viena no galvenajām augstas efektivitātes apstrādes (HEM) tehnoloģijām, kas ļauj palielināt produktivitāti 2–5 reizes, kontrolējot instrumenta slodzi un optimizējot instrumenta trajektoriju.
Atšķirībā no klasiskajām stratēģijām:
instruments darbojas ar pastāvīgu skaidu biezumu
tiek samazināta radiālā slodze
tiek palielināts aksiālais griezuma dziļums
Rezultāts: mazāks nodilums, lielāks ātrums un labāka virsmas kvalitāte.
Tabula 1 — CAM sistēmu salīdzinājums adaptīvajā frēzēšanā
| Parametrs | Fusion 360 | Siemens NX | Mastercam |
|---|---|---|---|
| Stratēģijas veids | Adaptive Clearing | Adaptive Roughing | Dynamic Milling |
| Slodzes kontrole | Automātiska | Pastāvīgs skaidas biezums | Dynamic Motion |
| 5 asu apstrāde | Ierobežota | Pilna | Pilna |
| CAD integrācija | Iebūvēta | Iebūvēta | Daļēja |
| Mākoņrisinājums | Jā | Daļēji | Nē |
| Sarežģītības līmenis | Zems | Augsts | Vidējs |
Secinājums:
Fusion 360 — piemērots ātrai ieviešanai un mazām darbnīcām
Siemens NX — sarežģītām un 5 asu apstrādes uzdevumiem
Mastercam — universāls risinājums
Tabula 2 — Adaptīvās frēzēšanas efektivitāte
| Rādītājs | Tradicionālā apstrāde | Adaptīvā | Izmaiņas |
|---|---|---|---|
| Apstrādes laiks | 100% | 20–40% | −60–80% |
| Instrumenta resurss | 100% | 150–300% | +50–200% |
| Materiāla noņemšana | 100% | 200–500% | +100–400% |
| Virsmas raupjums | Ra 3.2 | Ra 0.8–1.6 | līdz −75% |
| Enerģijas patēriņš | 100% | 70–85% | −15–30% |
Tas parāda, ka adaptīvā frēzēšana ir būtiski efektīvāka visos aspektos.
Tabula 3 — Galvenie adaptīvās apstrādes parametri
| Parametrs | Diapazons | Tērauds | Alumīnijs |
|---|---|---|---|
| Radiālais griezuma dziļums (ae) | 5–25% D | 7–12% | 15–20% |
| Aksiālais griezuma dziļums (ap) | 1–5D | 2–3D | 3–4D |
| Padeve uz zobu | 0.05–0.3 mm | 0.1–0.15 | 0.2–0.25 |
| Griešanas ātrums | 50–500 m/min | 120–180 | 300–450 |
| Minimālais rādiuss | 0.5–3D | 1–1.5D | 0.5–1D |
Galvenais princips:
mazs ae un liels ap nodrošina maksimālu efektivitāti.
Tabula 4 — Ieteikumi dažādiem materiāliem
| Materiāls | Instruments | Pārklājums | Ieteicamā CAM sistēma |
|---|---|---|---|
| Konstrukciju tērauds | Cietmetāla frēze | TiAlN | NX / Mastercam |
| Nerūsējošais tērauds | Mainīga soļa frēze | AlCrN | Mastercam |
| Alumīnijs 6061 | Asa griezošā mala | Bez pārklājuma | Fusion 360 |
| Titāns | Pastiprināta frēze | TiAlN + DLC | NX |
| Inkonels | Keramikas instruments | Al2O3 | NX |
Kā darbojas adaptīvā frēzēšana
Galvenais princips ir pastāvīga slodze uz instrumentu.
Tas tiek panākts ar:
trohoidālām trajektorijām
automātisku padeves regulēšanu
detaļas ģeometrijas analīzi
Efektivitātes aprēķins:
Efektivitāte = (Ttrad − Tadapt) / Ttrad × 100%
Stratēģiju iestatīšana CAM sistēmās
Fusion 360
Optimal Load: 0.5 mm (alumīnijam)
Keep Tool Down: ieslēgts
Stock to Leave: 0.2 mm
Piemērots ātrai ieviešanai un apmācībai.
Siemens NX
ae: 7–12%
ap: 2–3D
mākslīgā intelekta optimizācija
Nodrošina maksimālu kontroli un precizitāti.
Mastercam
Dynamic Milling
Step: 5–15%
apdares pārejas integrētas
Labi piemērots sērijveida ražošanai.
Tipiskākās kļūdas
pārāk liels ae rada instrumenta pārslodzi
pārāk mazs ap samazina efektivitāti
nepareiza padeve izraisa vibrācijas
netiek ņemta vērā iekārtas stingrība
Iekārtu prasības
Minimālās prasības:
stingrība vismaz 50 N/µm
vārpstas ātrums vismaz 10 000 apgr./min
jauda vismaz 15 kW
Ieviešanas plāns uzņēmumam
| Posms | Termiņš |
|---|---|
| Audits | 1–2 mēneši |
| Apmācība | 2 mēneši |
| Pilotprojekts | 3–4 mēneši |
| Mērogošana | līdz 6 mēnešiem |
Secinājums
Adaptīvā frēzēšana nodrošina:
būtiski īsāku apstrādes laiku
ilgāku instrumenta kalpošanas laiku
augstāku virsmas kvalitāti
Sistēmas izvēle:
nelielām darbnīcām — Fusion 360
sarežģītām detaļām — Siemens NX
universālai ražošanai — Mastercam
Kā izvēlēties starp industriālo robotu un kobotu metālapstrādes ražošanā
 Kā izvēlēties starp industriālo robotu un kobotu metālapstrādes ražošanā
Kā izvēlēties starp industriālo robotu un kobotu metālapstrādes ražošanā
Metālapstrādes automatizācija vairs nav jautājums “vai vajag”, bet gan — kādu tehnoloģiju izvēlēties.
Galvenā dilemma: industriālais robots vai kobots?
Nepareiza izvēle šajā posmā var izmaksāt desmitiem tūkstošu eiro un vairākus ieviešanas mēnešus. Apskatīsim, kā pieņemt pareizo lēmumu.
Kāda ir galvenā atšķirība
Atšķirība starp šiem robotiem nav tikai konstrukcijā, bet arī pielietojuma pieejā:
Industriālie roboti — jaudīgas, ātras un pilnībā automatizētas sistēmas
Koboti (sadarbības roboti) — elastīgi palīgi darbam kopā ar operatoru
Koboti ir paredzēti darbam blakus cilvēkam, savukārt industriālie roboti parasti darbojas izolētās drošības zonās.
Salīdzinājums: robots vs kobots metālapstrādē
| Kritērijs | Kobots | Industriālais robots |
|---|---|---|
| Celtspēja | līdz ~25 kg | līdz 2000+ kg |
| Ātrums | zems–vidējs | augsts |
| Drošība | bez aizsargžogiem | nepieciešamas drošības sistēmas |
| Ieviešana | ātra (dienas/nedēļas) | sarežģīta (nedēļas/mēneši) |
| Elastība | augsta | zema |
| Ražošana | mazās/vidējās sērijas | masveida ražošana |
| ROI | 8–18 mēneši | 18–36 mēneši |
Kad izvēlēties kobotu
Koboti ir ideāli metālapstrādei, ja:
1. Bieži mainās detaļas
Mazsēriju vai individuāla ražošana prasa elastību.
Kobotu var pārprogrammēt dažu stundu laikā.
2. Trūkst darbinieku
Kobots darbojas kā “otrās rokas”:
CNC iekārtu apkalpošana
sagatavju padeve
vienkārša kvalitātes kontrole
3. Ierobežota telpa
Nav nepieciešami aizsargžogi — būtisks vietas ietaupījums.
4. Ātra ieviešana
Programmēšana ir vienkārša un intuitīva.
Lielākajā daļā mazo un vidējo uzņēmumu koboti nodrošina ātrāku atdevi un zemākas ieviešanas izmaksas.
Kad nepieciešams industriālais robots
Ir uzdevumi, kuros kobots nebūs pietiekams:
1. Smagas detaļas
Ja detaļas sver vairāk par 20–25 kg, nepieciešams industriālais robots.
2. Augsta produktivitāte
Ja nepieciešams:
darbs 24/7
ļoti īss cikla laiks
masveida ražošana
Industriālie roboti darbojas ievērojami ātrāk.
3. Sarežģīti darba apstākļi
augsta temperatūra
intensīva metināšana
agresīva vide
Praktisks izvēles princips
Lai vienkāršotu lēmumu:
Izvēlies kobotu, ja:
ražošanas apjoms līdz ~50 000 detaļu gadā
nepieciešama elastība
operators strādā blakus
svarīgs ātrs starts
Izvēlies industriālo robotu, ja:
liels ražošanas apjoms
smagas detaļas
kritiska ir ātrdarbība
minimāla cilvēka iesaiste
Biežākā kļūda
Uzņēmumi bieži izvēlas industriālo robotu “ar rezervi”, bet vēlāk saskaras ar:
sarežģītu integrāciju
augstām izmaksām
nepietiekamu noslodzi
zemu elastību
Rezultātā iekārta netiek pilnībā izmantota.
Secinājums
Koboti neaizstāj industriālos robotus — tie papildina viens otru.
Kobots = elastība un ātrs rezultāts
Industriālais robots = jauda un mērogs
Pareizā izvēle vienmēr ir atkarīga no konkrētā uzdevuma.
Gatavs risinājums metālapstrādei
Ja plānojat automatizēt CNC apkalpošanu, metināšanu vai detaļu manipulāciju, apsveriet pārbaudītu risinājumu:
Šis robots nodrošina augstu precizitāti un uzticamību, un ir piemērots plašam metālapstrādes uzdevumu klāstam — no iekārtu apkalpošanas līdz sarežģītām operācijām.
Eļļas miglas savācēji nelielām darbnīcām: optimālie risinājumi ierobežotam budžetam
 Eļļas miglas savācēji nelielām darbnīcām: optimālie risinājumi ierobežotam budžetam
Eļļas miglas savācēji nelielām darbnīcām: optimālie risinājumi ierobežotam budžetam
Nelielās metālapstrādes darbnīcās bieži vien nākas meklēt kompromisu starp izmaksām un darba vides kvalitāti. Tomēr eļļas miglas ignorēšana ilgtermiņā var izmaksāt daudz dārgāk nekā tās savākšana.
Šajā rakstā apskatīsim, kā izvēlēties efektīvu eļļas miglas savācēju ar ierobežotu budžetu, nezaudējot kvalitāti un drošību.
Kāpēc eļļas migla ir problēma arī mazās darbnīcās
Pat viena vai divas CNC iekārtas var radīt ievērojamu eļļas aerosolu daudzumu. Sekas:
- samazināta redzamība darba zonā
- eļļaini nosēdumi uz virsmām un iekārtām
- paaugstināts slīdēšanas risks
- negatīva ietekme uz darbinieku veselību
- ātrāks iekārtu nolietojums
Svarīgi: nelielās telpās piesārņojuma koncentrācija bieži ir augstāka nekā lielās rūpnīcās.
Kā noteikt nepieciešamo jaudu
Budžeta optimizācija sākas ar pareizu aprēķinu.
Galvenie parametri:
- iekārtu skaits
- darba kameras tilpums
- izmantotā dzesēšanas šķidruma veids
- darba režīms (nepārtraukts / periodisks)
Praktisks ieteikums:
nelielai darbnīcai ar 1–3 CNC iekārtām parasti pietiek ar 400–1200 m³/h jaudu uz vienu iekārtu.
Budžeta risinājumu veidi
1. Kompaktie lokālie savācēji
Uzstādāmi tieši uz iekārtas.
Plusi:
- zemākas uzstādīšanas izmaksas
- vienkārša integrācija
- minimāla gaisa kanālu nepieciešamība
Mīnusi:
- ierobežota jauda
- mazāk efektīvi intensīvā darbā
Ideāli: mazām darbnīcām ar ierobežotu vietu
2. Centrālās sistēmas (mini konfigurācija)
Viena iekārta apkalpo vairākus avotus.
Plusi:
- labāka kopējā kontrole
- mazāk apkalpošanas punktu
Mīnusi:
- lielākas sākotnējās izmaksas
- nepieciešama projektēšana
Ideāli: ja plānota paplašināšanās
3. Elektrostatiskie filtri
Efektīvi smalkai eļļas miglai.
Plusi:
- augsta filtrācijas efektivitāte
- ilgāks filtru kalpošanas laiks
Mīnusi:
- augstāka cena
- nepieciešama regulāra tīrīšana
Ideāli: ja svarīga gaisa kvalitāte un tīrība
Kā samazināt izmaksas bez kvalitātes zuduma
Izvēlieties pareizo filtrācijas līmeni
Nav nepieciešams pārmaksāt par HEPA, ja process to neprasa.
Optimizējiet darba režīmu
Savācējs nav obligāti jādarbojas 100% jaudā visu laiku.
Regulāra apkope
Netīri filtri = lielāks enerģijas patēriņš.
Modulāra pieeja
Sāciet ar vienu iekārtu un paplašiniet sistēmu vēlāk.
Biežākās kļūdas
- pārāk vājas iekārtas izvēle
- ignorēta gaisa plūsmas aprēķināšana
- nepareiza uzstādīšanas vieta
- apkopju neievērošana
- koncentrēšanās tikai uz cenu, nevis kopējām izmaksām
Kad investīcija atmaksājas
Pat nelielā darbnīcā eļļas miglas savācējs var atmaksāties:
- samazinot tīrīšanas izmaksas
- pagarinot iekārtu kalpošanas laiku
- uzlabojot darba apstākļus
- samazinot dīkstāves
Bieži vien ROI tiek sasniegts 6–18 mēnešu laikā.
Secinājums
Nelielām darbnīcām nav nepieciešami dārgi un sarežģīti risinājumi, lai efektīvi kontrolētu eļļas miglu. Pareizi izvēlēts kompakts savācējs var nodrošināt:
- drošu darba vidi
- stabilu ražošanas kvalitāti
- kontrolējamas izmaksas
Galvenais ir balstīt izvēli uz reāliem darba apstākļiem, nevis tikai cenu.
Instrumenta balansēšana augstapgriezienu apstrādē: ietekme uz kvalitāti un resursu
 Instrumenta balansēšana augstapgriezienu apstrādē: ietekme uz kvalitāti un resursu
Instrumenta balansēšana augstapgriezienu apstrādē: ietekme uz kvalitāti un resursu
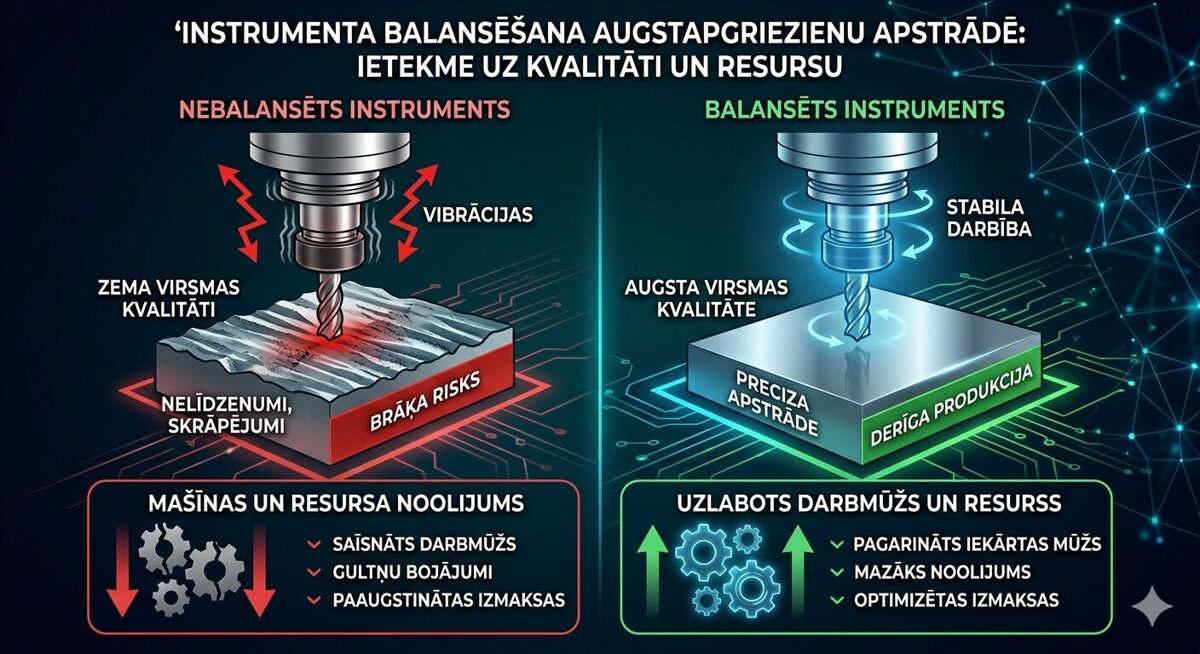
Augstapgriezienu apstrāde (HSM) izvirza paaugstinātas prasības visai tehnoloģiskajai sistēmai. Viens no galvenajiem faktoriem, kas tieši ietekmē apstrādes kvalitāti, instrumenta kalpošanas laiku un iekārtu resursu, ir instrumenta balansēšana.
Šī aspekta ignorēšana noved pie vibrācijām, paātrināta nodiluma un brāķa — pat izmantojot modernu aprīkojumu un kvalitatīvus instrumentus.
Kas ir instrumenta balansēšana
Balansēšana ir process, kurā rotējošā instrumenta masa tiek vienmērīgi sadalīta attiecībā pret tā rotācijas asi.
Ja masas centrs nesakrīt ar rotācijas asi, rodas disbalanss, kas augstos apgriezienos izraisa centrbēdzes spēkus un vibrācijas.
Pat minimāla novirze pie lieliem apgriezieniem (10 000–30 000 apgr./min un vairāk) var radīt kritiskas sekas.
Disbalansa cēloņi
Galvenie disbalansa avoti:
instrumenta vai turētāja ražošanas neprecizitātes
netīrumi (skaidas, dzesēšanas šķidrums, putekļi)
stiprinājuma virsmu nodilums
nepareiza instrumenta montāža
materiāla neviendabīgums
vārpstas vai stiprinājuma sistēmas radiālais sitiens
Kā disbalanss ietekmē apstrādes procesu
1. Virsmas kvalitātes pasliktināšanās
Vibrācijas izraisa:
virsmas viļņainību
sitiena pēdas
raupjuma palielināšanos
2. Paātrināts instrumenta nodilums
Disbalanss noved pie:
nevienmērīgas slodzes uz griezējmalām
lokālas pārkaršanas
šķembām un mikroplaisām
Rezultātā instruments nolietojas ievērojami ātrāk.
3. Paaugstināta slodze uz vārpstu
Vibrācijas palielina:
gultņu nodilumu
vārpstas bojājumu risku
apkopes biežumu
4. Troksnis un procesa nestabilitāte
palielinās trokšņa līmenis
pasliktinās apstrādes atkārtojamība
pieaug brāķa risks
Balansēšanas klases
Balansēšana parasti tiek novērtēta pēc ISO standartiem (piemēram, G2.5, G6.3 u.c.).
G6.3 — standarta līmenis parastai apstrādei
G2.5 — ieteicams augstapgriezienu apstrādei
G1.0 un augstāks — īpaši precīzām operācijām
Jo mazāka vērtība, jo augstāka balansēšanas precizitāte.
Balansēšanas metodes
1. Statiskā balansēšana
piemērota vienkāršiem instrumentiem
ņem vērā masas sadalījumu vienā plaknē
2. Dinamiskā balansēšana
ņem vērā masas sadalījumu visā instrumenta garumā
obligāta augstapgriezienu apstrādē
Praktiski disbalansa novēršanas veidi
balansēšanas iekārtu izmantošana
turētāji ar masas regulēšanas iespējām
balansēšanas skrūvju pievienošana vai noņemšana
precīzu instrumentu turētāju izmantošana (HSK, hidrauliskie, termiskie turētāji)
Labākā prakse ražošanā
Lai samazinātu disbalansa ietekmi:
vienmēr notīrīt instrumentu pirms uzstādīšanas
pārbaudīt sitienu un stiprinājumu
izmantot augstas kvalitātes instrumentu sistēmas
balansēt visu komplektu (instruments + turētājs)
ievērot ieteiktos apgriezienus
regulāri veikt kontroli
Ekonomiskais efekts
Pareiza balansēšana nodrošina būtiskus ieguvumus:
instrumenta kalpošanas laika pieaugumu līdz 30–50%
brāķa samazinājumu
labāku virsmas kvalitāti
zemākas vārpstas remonta izmaksas
kopējās produktivitātes pieaugumu
Secinājums
Instrumenta balansēšana nav papildu opcija, bet gan būtisks priekšnoteikums stabilai un efektīvai augstapgriezienu apstrādei.
Investīcijas balansēšanā atmaksājas, uzlabojot produkcijas kvalitāti, pagarinot instrumentu kalpošanas laiku un samazinot ekspluatācijas izmaksas.
YG-1 pārstāvji apmeklēja vadošos Latvijas uzņēmumus

YG-1 pārstāvji apmeklēja vadošos Latvijas uzņēmumus
Marta otrajā pusē Latviju darba vizītē apmeklēja starptautiskā uzņēmuma YG-1 pārstāvji no Dienvidkorejas un Polijas. Vizīte tika organizēta sadarbībā ar oficiālo uzņēmuma pārstāvi — STARBS — un kļuva par nozīmīgu soli sadarbības attīstībā ar Latvijas rūpniecības uzņēmumiem.
YG-1 ir viens no pasaules vadošajiem metālapstrādes instrumentu ražotājiem, piedāvājot frēzes, urbjus un vītņgriešanas instrumentus, kas tiek plaši izmantoti augstas precizitātes nozarēs. Pateicoties starptautiskajai pieredzei un inovatīvajiem risinājumiem, uzņēmuma produkti tiek izmantoti visā pasaulē.
Vizītes laikā delegācija kopā ar STARBS pārstāvjiem apmeklēja vairākus vadošos Latvijas uzņēmumus šādās nozarēs:
- Aerospace (aviācijas un kosmosa nozare Latvijā) — sarežģītu materiālu, piemēram, titāna un kompozītmateriālu apstrāde, kur īpaši svarīga ir precizitāte un instrumentu uzticamība.
- Optics (optikas nozare Latvijā) — augstas precizitātes komponentu ražošana ar stingrām kvalitātes prasībām.
- Automotive (automobiļu rūpniecība Latvijā) — sērijveida ražošana, kur būtiska ir produktivitāte un procesu stabilitāte.
Tikšanos laikā YG-1 speciālisti sniedza tehniskās konsultācijas, pārrunāja uzņēmumu aktuālos izaicinājumus un piedāvāja mūsdienīgus risinājumus metālapstrādes jomā. Īpaša uzmanība tika pievērsta ražošanas efektivitātes paaugstināšanai, izmaksu samazināšanai un inovāciju ieviešanai.
Sadarbība ar oficiālo pārstāvi STARBS ir būtiska YG-1 attīstībai Baltijas reģionā. Vietējā kompetence un tehniskais atbalsts ļauj Latvijas uzņēmumiem ātrāk ieviest progresīvus instrumentu risinājumus un stiprināt savu konkurētspēju.
Vizītes noslēgumā puses atzina augstu potenciālu turpmākai sadarbībai, Latvijas rūpniecības attīstībai un starptautisko partnerattiecību stiprināšanai.
Metālapstrādes izmaksas 2026. gadā: cenas Latvijā, Lietuvā un Igaunijā
 Metālapstrādes izmaksas 2026. gadā: cenas Latvijā, Lietuvā un Igaunijā
Metālapstrādes izmaksas 2026. gadā: cenas Latvijā, Lietuvā un Igaunijā
Vispārējā situācija Baltijas tirgū
gadā metālapstrādes tirgus Baltijas valstīs (Latvijā, Lietuvā un Igaunijā) turpina stabilu izaugsmi, taču cenas pieaug vairāku faktoru dēļ:
darba algu pieaugums
elektroenerģijas un izejmateriālu sadārdzinājums
kvalificētu CNC operatoru trūkums
Svarīgi saprast, ka fiksēta metālapstrādes cena nepastāv — katrs projekts tiek aprēķināts individuāli.
Vidējās metālapstrādes cenas Baltijā 2026. gadā
Zemāk ir tipiski cenu diapazoni, balstīti uz tirgus datiem:
CNC apstrāde (frēzēšana un virpošana)
30 – 80 €/stundā — standarta 3 asu iekārtas
70 – 150 €/stundā — 5 asu apstrāde
no 25 € par vienkāršu detaļu (individuāli pasūtījumi)
Lāzergriešana un plazmas griešana
10 – 50 €/stundā
0.5 – 3 €/metrs (atkarībā no materiāla biezuma)
Metināšana un montāžas darbi
20 – 60 €/stundā
sarežģīti projekti — augstākas izmaksas
Sērijveida ražošana
izmaksu samazinājums līdz:
20% – 50% uz vienību lielākos apjomos
galvenais faktors — pasūtījuma apjoms un atkārtojamība
Cenu salīdzinājums: Latvija, Lietuva un Igaunija
Latvijā cenas parasti ir vidējā līmenī un piedāvā labu līdzsvaru starp cenu un kvalitāti.
Lietuvā cenas bieži ir zemākas, kas padara šo tirgu pievilcīgu sērijveida ražošanai.
Igaunijā cenas ir augstākas, taču to kompensē augstāks automatizācijas līmenis un efektivitāte.
Vidējā cenu atšķirība starp valstīm ir aptuveni 10–25%.
Faktori, kas ietekmē CNC apstrādes izmaksas
Materiāls
alumīnijs — zemākas izmaksas
nerūsējošais tērauds — par 20–40% dārgāk
titāns — par 50–100% dārgāk
Detaļas sarežģītība
3 asu apstrāde — lētāka
5 asu apstrāde — dārgāka
sarežģīta ģeometrija palielina apstrādes laiku
Pasūtījuma apjoms
1–10 vienības — augstākas izmaksas
100+ vienības — būtisks cenu samazinājums
Precizitāte (pielaides)
standarts: ±0.1 mm
augsta precizitāte — izmaksas pieaug par 30–200%
Papildu apstrāde
anodēšana
krāsošana
termiskā apstrāde
Piemērs izmaksu aprēķinam
Detaļa: alumīnijs, vidēja sarežģītība
apstrādes laiks: 2 stundas
likme: 50 €/stundā
Rezultāts:
CNC apstrāde: 100 €
materiāls: 20 €
pēcapstrāde: 30 €
Kopā: aptuveni 150 € par detaļu
Kā samazināt metālapstrādes izmaksas
optimizēt detaļas dizainu (DFM)
palielināt ražošanas apjomu
izvēlēties vietējo partneri Baltijā
izmantot standartmateriālus
Secinājums
gadā:
vidējā CNC apstrādes cena Baltijā ir 30–150 €/stundā
galvenie izmaksu faktori ir detaļas sarežģītība, materiāls un apjoms
Lietuva piedāvā zemākas cenas, bet Igaunija — augstāku tehnoloģisko līmeni
Uzņēmumiem ir svarīgi izvēlēties nevis lētāko piedāvājumu, bet optimālu cenu, kvalitātes un izpildes termiņu kombināciju.
Metālapstrāde jaunuzņēmumiem Latvijā: kā uzsākt ražošanu no nulles
 Metālapstrāde jaunuzņēmumiem Latvijā: kā uzsākt ražošanu no nulles
Metālapstrāde jaunuzņēmumiem Latvijā: kā uzsākt ražošanu no nulles
Kāpēc Latvija ir piemērota metālapstrādes startam
Latvija ir pievilcīga valsts ražošanas jaunuzņēmumu uzsākšanai, pateicoties:
piekļuvei Eiropas Savienības tirgum
attīstītai loģistikai un ostām
kvalificētam tehniskajam personālam
uzņēmējdarbības un eksporta atbalstam
Tas padara Latviju par labu bāzi metālapstrādes startam, kas orientēts gan uz vietējo, gan eksporta tirgu.
Ar ko sākt: ražošanas uzsākšanas soļi
1. Nišas izvēle
Sākumā svarīgi izvēlēties konkrētu specializāciju:
CNC detaļu apstrāde
metālkonstrukciju ražošana
lāzergriešana un locīšana
prototipēšana
Šaura specializācija palīdz samazināt konkurenci un ātrāk ienākt tirgū.
2. Tirgus un klientu analīze
Pirms uzsākšanas jānosaka:
mērķa klienti (B2B, rūpniecība, būvniecība)
pieprasītākie pakalpojumi Latvijā un ES
cenu līmenis un konkurence
Galvenie segmenti:
mašīnbūve
būvniecības uzņēmumi
tehnoloģiju jaunuzņēmumi
3. Iekārtu izvēle
Minimālais aprīkojums startam:
CNC frēzēšanas vai virpošanas iekārta
metāla griešanas iekārtas (lāzers vai plazma)
mērīšanas instrumenti
Svarīgi izvērtēt:
budžetu
pasūtījumu veidu
paplašināšanās iespējas
4. Telpas un infrastruktūra
Sākumā piemērotas ir:
nelielas ražošanas telpas
industriālie parki
īrēti cehi
Svarīgākie faktori:
elektroapgāde
ventilācija
piekļuve loģistikai
5. Uzņēmuma reģistrācija Latvijā
Galvenie soļi:
SIA reģistrācija
bankas konta atvēršana
nepieciešamo atļauju saņemšana
Papildus var izmantot atbalstu no LIAA eksporta un investīciju attīstībai.
6. Klientu piesaiste
Efektīvākie kanāli:
B2B platformas
tiešā pārdošana
dalība iepirkumos
mājaslapa un SEO
Svarīgi izmantot lokālos atslēgvārdus:
ražošana Latvijā, metālapstrāde Rīgā, CNC pakalpojumi Latvijā
Izmaksas ražošanas uzsākšanai
Aptuvenās izmaksas:
iekārtas: 20 000 – 150 000 €
telpu īre: 500 – 2 000 € mēnesī
darbinieki: atkarībā no apjoma
CAD/CAM programmatūra: 1 000 – 10 000 €
Minimālais starta budžets ir aptuveni no 30 000 €.
Tipiskākās kļūdas
pārāk dārgu iekārtu iegāde sākumā
neskaidra specializācija
nepietiekama uzmanība mārketingam
nepietiekama ražošanas noslodze sākumā
Kā attīstīt un paplašināt ražošanu
Pēc starta svarīgi:
ieviest CAD/CAM sistēmas
automatizēt procesus
attīstīt eksportu uz ES un Skandināviju
paplašināt iekārtu parku
Metālapstrādes nozares tendences Latvijā
individuālu detaļu ražošana
mazsēriju ražošana
Industry 4.0 risinājumu ieviešana
videi draudzīgas tehnoloģijas
Secinājums
Metālapstrādes uzņēmuma uzsākšana Latvijā ir reāla iespēja izveidot konkurētspējīgu biznesu ar eksporta potenciālu.
Panākumu pamatā ir:
skaidra specializācija
pārdomāta iekārtu izvēle
aktīva klientu piesaiste
ražošanas digitalizācija
CAD/CAM sistēmas metālapstrādē: kādus risinājumus izmanto uzņēmumi Latvijā
CAD/CAM sistēmas metālapstrādē: kādus risinājumus izmanto uzņēmumi Latvijā

Kas ir CAD/CAM un kāpēc tas ir svarīgi
CAD/CAM sistēmas ir programmatūras risinājumi, kas apvieno:
CAD (Computer-Aided Design) — detaļu projektēšanu
CAM (Computer-Aided Manufacturing) — CNC iekārtu vadības programmu izveidi
Mūsdienu ražošanā Latvijā šīs sistēmas tiek izmantotas pilnam ciklam — no 3D modeļa līdz gatavai detaļai. Tas ļauj:
samazināt ražošanas laiku
mazināt kļūdas
automatizēt CNC programmēšanu
Kādas CAD/CAM sistēmas izmanto Latvijā
Siemens NX / Solid Edge
Latvijā tiek izmantoti Siemens risinājumi, bieži ar vietējo integratoru palīdzību.
pilns CAD/CAM/CAE un PLM cikls
piemērots sarežģītai inženierijai
atbalsta visu produkta dzīves ciklu
Piemērots: lieliem ražošanas uzņēmumiem
SolidWorks + CAM (SolidCAM, CAMWorks)
Viens no populārākajiem risinājumiem maziem un vidējiem uzņēmumiem.
3D modelēšana
CNC programmu sagatavošana
prototipēšana
Piemērots: mazajiem un vidējiem uzņēmumiem
RADAN
Plaši izmantots lokšņu metāla apstrādē.
automātisks materiāla izkārtojums (nesting)
integrācija ar ERP un MES
piemērots lāzera un plazmas griešanai
Piemērots: lokšņu metāla ražošanai
Lantek
Specializēts CAD/CAM risinājums metālapstrādei.
atbalsta lāzera, plazmas un ūdens strūklas griešanu
risinājumi locīšanai un štancēšanai
plaši izmantots sērijveida ražošanā
Piemērots: metālkonstrukciju ražošanai
AlphaCAM + ZWCAD / BricsCAD
Kombinēts risinājums dažādiem ražošanas uzdevumiem.
CAM: AlphaCAM
CAD: ZWCAD vai BricsCAD
atbalsta 3 un 5 asu CNC iekārtas
Piemērots: universālai ražošanai
CATIA, Tebis, Cimatron
Augsta līmeņa sistēmas sarežģītiem projektiem.
CATIA — aviācijas un sarežģītu detaļu izstrādei
Tebis — presformām un instrumentiem
Cimatron — instrumentu ražošanai
Piemērots: augstas precizitātes ražošanai
Kā uzņēmumi Latvijā izvēlas CAD/CAM sistēmas
Ražošanas veids
lokšņu metāls — RADAN vai Lantek
frēzēšana — SolidCAM vai NX
presformas — Tebis vai Cimatron
Uzņēmuma lielums
mazie uzņēmumi — SolidWorks ar CAM
vidējie uzņēmumi — kombinēti risinājumi
lielie uzņēmumi — PLM sistēmas
Integrācija
Mūsdienu uzņēmumi ievieš:
ERP un MES sistēmas
automātisku nesting
digitālos dvīņus
Tas uzlabo efektivitāti un samazina materiālu zudumus
CAD/CAM attīstības tendences Latvijā (2025–2026)
CNC programmēšanas automatizācija
integrācija ar Industry 4.0 risinājumiem
pāreja uz mākoņrisinājumiem
PLM sistēmu nozīmes pieaugums
Uzņēmumi virzās uz pilnīgu ražošanas digitalizāciju — no dizaina līdz gatavam produktam
Secinājums
CAD/CAM sistēmas Latvijā ir kļuvušas par standartu konkurētspējīgā ražošanā
Populārākie risinājumi:
Siemens NX un Solid Edge
SolidWorks ar SolidCAM
RADAN un Lantek
CATIA un Tebis sarežģītiem projektiem
Robotizētā krāsošana Latvijā: samaziniet izmaksas un uzlabojiet kvalitāti ar UDBU risinājumiem
 Robotizētā krāsošana Latvijā: samaziniet izmaksas un uzlabojiet kvalitāti ar UDBU risinājumiem
Robotizētā krāsošana Latvijā: samaziniet izmaksas un uzlabojiet kvalitāti ar UDBU risinājumiem
Ievads
Mūsdienu ražošanā kvalitāte un efektivitāte ir galvenie panākumu faktori. Robotizētā krāsošana kļūst arvien populārāka Latvijas uzņēmumos, jo tā ļauj samazināt darbaspēka izmaksas, samazināt materiālu zudumus un nodrošināt konsekventu kvalitāti.
UDBU piedāvā pilnu risinājumu klāstu ražošanas automatizācijai, tostarp robotizētai krāsošanai, kas palīdz Latvijas uzņēmumiem palielināt produktivitāti un konkurētspēju.
Kas ir robotizētā krāsošana?
Robotizētā krāsošana nozīmē, ka industriālie roboti vai kaboti (coboti) automātiski veic krāsošanas darbus ar augstu precizitāti. Tas nodrošina vienmērīgu pārklājumu, samazina atkritumus un nodrošina atkārtojamību, kas ir īpaši svarīgi sērijveida ražošanā.
Robotizētā krāsošana tiek izmantota:
metāla konstrukciju un detaļu krāsošanai
pulverkrāsošanai
automobiļu detaļu ražošanā
mēbeļu un koka izstrādājumu apstrādē
Kāpēc izvēlēties robotizēto krāsošanu Latvijā?
Latvijas ražotāji saskaras ar vairākiem izaicinājumiem:
augstas darbaspēka izmaksas
grūtības atrast kvalificētus krāsošanas operatorus
nepieciešamība nodrošināt eksportam atbilstošu kvalitāti
vides normatīvu prasības
Robotizētā krāsošana risina visus šos jautājumus, vienlaikus nodrošinot ātrāku ražošanas procesu un mazāku materiālu patēriņu.
Kā robotizētā krāsošana samazina izmaksas
Mazāks krāsas patēriņš – precīza dozēšana nozīmē, ka krāsa tiek izmantota efektīvāk.
Samazinātas darbaspēka izmaksas – viens robots var aizvietot vairākus operatorus.
Mazāk brāķa – konsekventa kvalitāte nozīmē, ka nav nepieciešams atkārtoti pārkrāsot detaļas.
Enerģijas ietaupījums – modernas sistēmas optimizē gaisa un krāsas padevi.
Kā uzlabojas kvalitāte
Vienmērīgs pārklājums visām detaļām
Precīza biezuma kontrole
Augsta atkārtojamība sērijveida ražošanā
Drošāka darba vide darbiniekiem
Robotu veidi krāsošanai
Industriālie roboti – piemēroti lieliem ražošanas apjomiem
Kaboti (coboti) – droši strādā blakus cilvēkiem, ideāli maziem un vidējiem uzņēmumiem Latvijā
Vai robotizācija atmaksājas?
Investīcija robotizētā krāsošanā vidēji atmaksājas 1–3 gadu laikā. Produktivitāte pieaug par 30–50%, un kvalitāte kļūst stabilāka, kas nodrošina konkurētspēju gan vietējā, gan starptautiskajā tirgū.
Kā ieviest robotizēto krāsošanu ar UDBU
Analizējam jūsu ražošanas procesu
Piedāvājam optimālu robotu risinājumu
Integrējam robotus jūsu ražošanas līnijā
Apmācām darbiniekus efektīvai robotu izmantošanai
Optimizējam procesu, lai palielinātu produktivitāti un samazinātu izmaksas
Kāpēc izvēlēties UDBU?
UDBU piedāvā kompleksus ražošanas automatizācijas risinājumus Latvijā, tostarp robotizētu krāsošanu. Mūsu risinājumi palīdz uzņēmumiem:
samazināt ražošanas izmaksas
uzlabot kvalitāti
palielināt produktivitāti
nodrošināt atkārtojamību un precizitāti
Sazinieties ar UDBU jau šodien un pārvērtiet savu ražošanu efektīvā un modernā līmenī.
Metālapstrādes instrumentu tirgus 2025–2026: kā resursu deficīts maina noteikumus
 Metālapstrādes instrumentu tirgus 2025–2026: kā resursu deficīts maina noteikumus
Metālapstrādes instrumentu tirgus 2025–2026: kā resursu deficīts maina noteikumus
2025.–2026. gadā metālapstrādes nozare piedzīvo nevis īslaicīgu krīzi, bet gan fundamentālu pārmaiņu.
Eksperti šo procesu sauc par “resursu dzelzs priekškaru” — situāciju, kur piekļuve izejmateriāliem nosaka uzņēmumu konkurētspēju.
Ja jūsu uzņēmums darbojas CNC apstrādes, metālapstrādes vai ražošanas jomā Latvijā, šīs izmaiņas tieši ietekmē:
instrumentu pieejamību
piegādes termiņus
izmaksas
Izejmateriālu krīze: volframs un kobalts
Tērauda un sakausējumu apstrādei nepieciešamie instrumenti balstās uz diviem galvenajiem materiāliem:
volframa karbīds
kobalta saistviela
Volframs
gadā volframa cenas pieauga par vairāk nekā 150%.
Galvenais iemesls — Ķīna kontrolē vairāk nekā 80% pasaules ieguves un ierobežo eksportu.
Kobalts
Kobalta piegādes būtiski ietekmē Demokrātiskā Kongo Republika, kas ieviesa eksporta ierobežojumus.
Tas nozīmē vienu:
tērauda apstrādes instrumenti kļūst dārgāki un grūtāk pieejami
Tirgus maiņa Latvijā un Eiropā
Eiropas piegādātāju problēmas
Lielie ražotāji, piemēram, Sandvik Coromant un ISCAR, saskaras ar:
augstām enerģijas izmaksām
ilgiem piegādes termiņiem (līdz 20 nedēļām)
cenu pieaugumu
Alternatīva — YG-1
Latvijas uzņēmumi arvien biežāk izvēlas YG-1 kā stabilu piegādātāju.
Kāpēc?
pašu cietmetāla ražošana
stabilas piegādes Eiropā
cenas par 20–30% zemākas nekā Rietumeiropas analogiem
plašs sortiments (urbji, frēzes, vītņgrieži, CNC instrumenti)
Tas padara YG-1 par vienu no labākajiem risinājumiem metālapstrādes uzņēmumiem Latvijā
Tehnoloģiskie risinājumi: kā samazināt izmaksas
1. Otrreizējā pārstrāde
Uzņēmumi piedāvā:
veco instrumentu atpirkšanu
atlaides jaunam instrumentam
2. Alternatīvi materiāli
Pieaug pieprasījums pēc:
kermešiem
keramikas instrumentiem
3. Modulārie instrumenti
Moderns risinājums:
urbji ar maināmām galvām
frēzes ar maināmām plāksnēm
ietaupījums līdz 70% no cietmetāla
Ko tas nozīmē Latvijas uzņēmumiem?
| Faktors | Agrāk | Tagad |
|---|---|---|
| Izvēle | Zīmols | Pieejamība |
| Piegāde | Globāla | Reģionāla |
| Cena | Fiksēta | Mainīga |
Kā izvēlēties instrumentu piegādātāju Latvijā?
Ja meklējat:
CNC instrumentus Latvijā
metālapstrādes instrumentus Rīgā
karbīda frēzes un urbjus
uzticamu instrumentu piegādātāju Baltijā
svarīgākie kritēriji 2026. gadā ir:
piegādes ātrums
noliktavas pieejamība
stabilas cenas
tehniskais atbalsts
Secinājums
Metālapstrādes tirgus Latvijā un Eiropā strauji mainās.
Uzvar tie uzņēmumi, kas spēj nodrošināt:
stabilas piegādes
konkurētspējīgas cenas
plašu instrumentu klāstu
Viens no šādiem partneriem ir YG-1, kas piedāvā optimālu kvalitātes un cenas attiecību.
Meklējat uzticamu instrumentu piegādātāju Latvijā?
Mēs palīdzam uzņēmumiem visā Baltijā ar:
CNC instrumentu piegādi
metālapstrādes risinājumiem
tehnisko konsultāciju
ātru piegādi no noliktavas
Sazinieties ar mums jau šodien, lai saņemtu piedāvājumu
Pārbaudiet pieejamību un cenas
Atrodiet labāko risinājumu jūsu ražošanai