Instrumenta balansēšana augstapgriezienu apstrādē: ietekme uz kvalitāti un resursu
 Instrumenta balansēšana augstapgriezienu apstrādē: ietekme uz kvalitāti un resursu
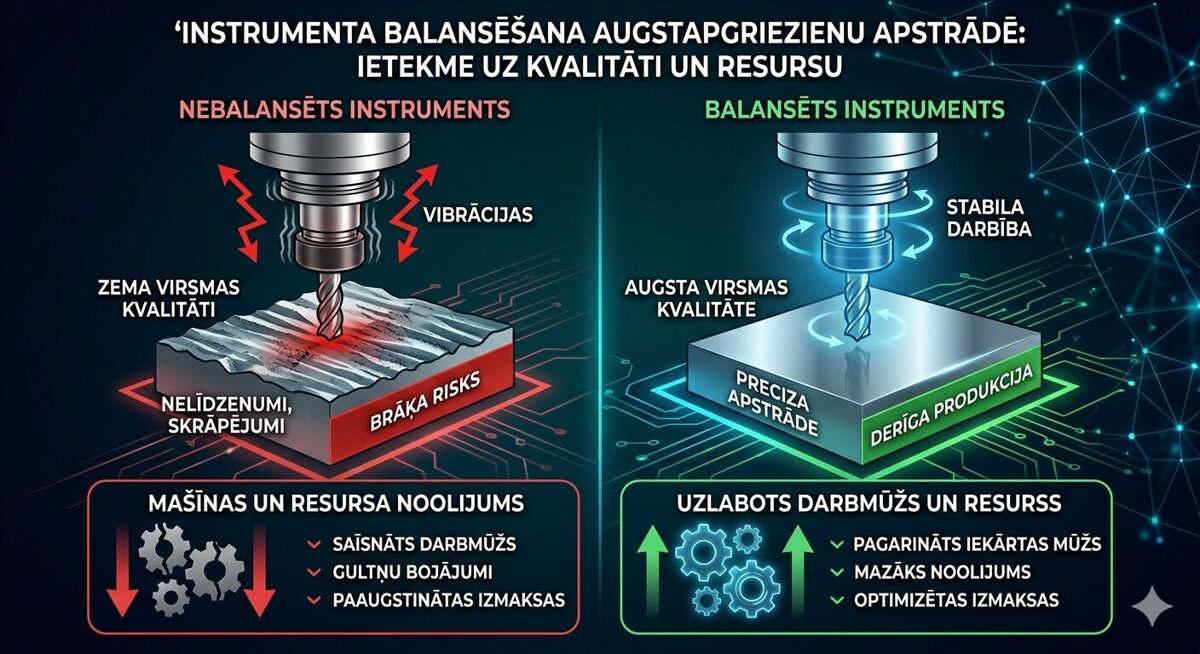
Instrumenta balansēšana augstapgriezienu apstrādē: ietekme uz kvalitāti un resursu
Augstapgriezienu apstrāde (HSM) izvirza paaugstinātas prasības visai tehnoloģiskajai sistēmai. Viens no galvenajiem faktoriem, kas tieši ietekmē apstrādes kvalitāti, instrumenta kalpošanas laiku un iekārtu resursu, ir instrumenta balansēšana.
Šī aspekta ignorēšana noved pie vibrācijām, paātrināta nodiluma un brāķa — pat izmantojot modernu aprīkojumu un kvalitatīvus instrumentus.
Kas ir instrumenta balansēšana
Balansēšana ir process, kurā rotējošā instrumenta masa tiek vienmērīgi sadalīta attiecībā pret tā rotācijas asi.
Ja masas centrs nesakrīt ar rotācijas asi, rodas disbalanss, kas augstos apgriezienos izraisa centrbēdzes spēkus un vibrācijas.
Pat minimāla novirze pie lieliem apgriezieniem (10 000–30 000 apgr./min un vairāk) var radīt kritiskas sekas.
Disbalansa cēloņi
Galvenie disbalansa avoti:
instrumenta vai turētāja ražošanas neprecizitātes
netīrumi (skaidas, dzesēšanas šķidrums, putekļi)
stiprinājuma virsmu nodilums
nepareiza instrumenta montāža
materiāla neviendabīgums
vārpstas vai stiprinājuma sistēmas radiālais sitiens
Kā disbalanss ietekmē apstrādes procesu
1. Virsmas kvalitātes pasliktināšanās
Vibrācijas izraisa:
virsmas viļņainību
sitiena pēdas
raupjuma palielināšanos
2. Paātrināts instrumenta nodilums
Disbalanss noved pie:
nevienmērīgas slodzes uz griezējmalām
lokālas pārkaršanas
šķembām un mikroplaisām
Rezultātā instruments nolietojas ievērojami ātrāk.
3. Paaugstināta slodze uz vārpstu
Vibrācijas palielina:
gultņu nodilumu
vārpstas bojājumu risku
apkopes biežumu
4. Troksnis un procesa nestabilitāte
palielinās trokšņa līmenis
pasliktinās apstrādes atkārtojamība
pieaug brāķa risks
Balansēšanas klases
Balansēšana parasti tiek novērtēta pēc ISO standartiem (piemēram, G2.5, G6.3 u.c.).
G6.3 — standarta līmenis parastai apstrādei
G2.5 — ieteicams augstapgriezienu apstrādei
G1.0 un augstāks — īpaši precīzām operācijām
Jo mazāka vērtība, jo augstāka balansēšanas precizitāte.
Balansēšanas metodes
1. Statiskā balansēšana
piemērota vienkāršiem instrumentiem
ņem vērā masas sadalījumu vienā plaknē
2. Dinamiskā balansēšana
ņem vērā masas sadalījumu visā instrumenta garumā
obligāta augstapgriezienu apstrādē
Praktiski disbalansa novēršanas veidi
balansēšanas iekārtu izmantošana
turētāji ar masas regulēšanas iespējām
balansēšanas skrūvju pievienošana vai noņemšana
precīzu instrumentu turētāju izmantošana (HSK, hidrauliskie, termiskie turētāji)
Labākā prakse ražošanā
Lai samazinātu disbalansa ietekmi:
vienmēr notīrīt instrumentu pirms uzstādīšanas
pārbaudīt sitienu un stiprinājumu
izmantot augstas kvalitātes instrumentu sistēmas
balansēt visu komplektu (instruments + turētājs)
ievērot ieteiktos apgriezienus
regulāri veikt kontroli
Ekonomiskais efekts
Pareiza balansēšana nodrošina būtiskus ieguvumus:
instrumenta kalpošanas laika pieaugumu līdz 30–50%
brāķa samazinājumu
labāku virsmas kvalitāti
zemākas vārpstas remonta izmaksas
kopējās produktivitātes pieaugumu
Secinājums
Instrumenta balansēšana nav papildu opcija, bet gan būtisks priekšnoteikums stabilai un efektīvai augstapgriezienu apstrādei.
Investīcijas balansēšanā atmaksājas, uzlabojot produkcijas kvalitāti, pagarinot instrumentu kalpošanas laiku un samazinot ekspluatācijas izmaksas.