Detalių geometrijos kontrolė po terminio apdorojimo: šiuolaikiniai matavimo metodai
Detalių geometrijos kontrolė po terminio apdorojimo: šiuolaikiniai matavimo metodai
Metalo terminis apdorojimas — grūdinimas, atkaitinimas, normalizavimas ar cementavimas — leidžia žymiai padidinti detalių tvirtumą, atsparumą dilimui ir jų tarnavimo laiką. Tačiau tokie procesai dažnai sukelia deformacijas, išlinkimus ir matmenų pokyčius, kurie gali lemti nuokrypius nuo leidžiamų tolerancijų.
Todėl geometrijos kontrolė po terminio apdorojimo yra svarbus metalo apdirbimo gamybos proceso etapas. Šiuolaikinės matavimo technologijos leidžia anksti nustatyti nuokrypius ir užtikrinti stabilią produkcijos kokybę.
Kodėl detalės deformuojasi po terminio apdorojimo
Terminį apdorojimą atliekant metalas patiria didelius temperatūros pokyčius, kurie sukelia vidines įtampas. Pagrindinės geometrijos pokyčių priežastys:
netolygus kaitinimas arba aušinimas
metalo struktūros pokyčiai
vidinės įtampos medžiagoje
sudėtinga detalės forma
skirtingas sienelių storis
Net ir nedideli nuokrypiai gali būti kritiniai detalėms, kurioms keliami aukšti tikslumo reikalavimai, pavyzdžiui, mašinų gamyboje, aviacijos pramonėje ar įrankių gamyboje.
Pagrindiniai tikrinami parametrai
Po terminio apdorojimo dažniausiai tikrinamos šios geometrinės charakteristikos:
linijiniai matmenys
plokštumo ir tiesumo nuokrypiai
apvalumas ir cilindriškumas
skylių koaksialumas
paviršių lygiagretumas ir statmenumas
Tiksliam matavimui naudojami tiek tradiciniai, tiek modernūs matavimo metodai.
Šiuolaikiniai detalių geometrijos matavimo metodai
Koordinačių matavimo mašinos (CMM)
Koordinačių matavimo mašinos yra vienas tiksliausių būdų detalių geometrijai tikrinti.
Jų veikimo principas pagrįstas daugelio taškų koordinatės matavimu ant detalės paviršiaus naudojant kontaktinį zondą arba lazerinį jutiklį.
Metodo privalumai:
didelis matavimo tikslumas
galimybė tikrinti sudėtingą geometriją
kontrolės automatizavimas
skaitmeninio detalės modelio sukūrimas
CMM plačiai naudojamos serijinėje ir aukšto tikslumo gamyboje.
3D skenavimas
Optiniai 3D skeneriai leidžia greitai sukurti skaitmeninį detalės modelį ir palyginti jį su CAD modeliu.
Pagrindiniai privalumai:
didelis matavimo greitis
viso paviršiaus analizė
deformacijų ir išlinkimų nustatymas
patogi nuokrypių vizualizacija
Šis metodas ypač naudingas sudėtingos formos ir didelėms detalėms.
Lazerinės matavimo sistemos
Lazerinės sistemos naudojamos bekontakčiam matmenų ir geometrijos matavimui.
Jos leidžia:
atlikti matavimus tiesiog gamybos linijoje
kontroliuoti geometriją realiuoju laiku
matuoti sunkiai pasiekiamas vietas
Lazerinės technologijos dažnai naudojamos automatizuotose gamybos linijose.
Optinės matavimo sistemos
Optinės matavimo sistemos naudoja didelės raiškos kameras ir programinę įrangą detalių matmenims bei geometrijai analizuoti.
Privalumai:
nėra kontakto su detale
greita kontrolė
galimybė matuoti labai mažus elementus
Šis metodas ypač tinkamas mažoms ir tikslioms detalėms.
Profilometrai ir formos matavimo prietaisai
Paviršiaus kokybei ir formos tikslumui tikrinti naudojami profilometrai.
Jie leidžia matuoti:
paviršiaus šiurkštumą
paviršiaus profilį
mikrogeometriją
Tokie matavimai yra ypač svarbūs detalėms, kuriose svarbi kontaktinių paviršių kokybė.
Kokybės kontrolės automatizavimas
Šiuolaikinės gamybos įmonės vis dažniau diegia automatizuotas kokybės kontrolės sistemas, integruotas į gamybos linijas.
Automatizavimo privalumai:
sumažinama žmogiškojo faktoriaus įtaka
greitesnis detalių tikrinimas
automatinė rezultatų dokumentacija
integracija su gamybos valdymo sistemomis
Tokie sprendimai padeda užtikrinti stabilią produkcijos kokybę net ir masinėje gamyboje.
 Įranga tiksliems matavimams
Įranga tiksliems matavimams
Norint efektyviai kontroliuoti detalių geometriją po terminio apdorojimo, svarbu naudoti modernią matavimo įrangą: koordinačių matavimo mašinas, greito matavimo sistemas, profilometrus, lazerinius mikrometrus ir kitus metrologinius instrumentus.
INSIZE kataloge pateikiamas platus instrumentų asortimentas matmenų, formos ir paviršiaus kokybės kontrolei — nuo rankinių matavimo įrankių iki aukšto tikslumo automatinių kontrolės sistemų.
Reikalingi matavimo instrumentai jūsų gamybai?
UDBU organizuoja matavimo įrangos ir instrumentų tiekimą metalo apdirbimo įmonėms.
Mes padėsime:
parinkti matavimo instrumentus pagal jūsų poreikius
organizuoti tiekimą iš pirmaujančių gamintojų
užtikrinti optimalius pristatymo terminus
Šiuolaikinės matavimo sistemos padeda padidinti kontrolės tikslumą, sumažinti broko kiekį ir užtikrinti stabilią produkcijos kokybę.
Susisiekite su UDBU, kad rastumėte tinkamiausią sprendimą detalių geometrijos ir kokybės kontrolei jūsų gamyboje.
Vietinė ar centralizuota alyvos rūko filtracija: kuri sistema efektyvesnė?
 Vietinė ar centralizuota alyvos rūko filtracija: kuri sistema efektyvesnė?
Vietinė ar centralizuota alyvos rūko filtracija: kuri sistema efektyvesnė?
Metalo apdirbimo įmonėse, ypač dirbant su CNC staklėmis, frezavimu ar šlifavimu, į orą dažnai patenka alyvos rūkas – smulkūs aerozolio lašeliai, susidarantys iš aušinimo ir tepimo skysčių. Šie aerozoliai gali neigiamai paveikti darbuotojų sveikatą, įrangos veikimą bei didinti taršą ceche.
Siekiant palaikyti švarią darbo aplinką, naudojami alyvos rūko surinkėjai. Tačiau įmonėms dažnai kyla klausimas: ar geriau rinktis vietinę filtravimo sistemą prie kiekvienos staklės, ar centralizuotą sistemą visam cechui?
Pažvelkime į abiejų sprendimų privalumus ir trūkumus.
Vietinė alyvos rūko filtracija
Vietinė filtravimo sistema reiškia, kad kiekvienos CNC staklės ar įrenginys turi savo alyvos rūko surinkėją, sumontuotą tiesiai ant įrangos arba šalia jos.
Privalumai
-
Didelis efektyvumas prie taršos šaltinio – rūkas surenkamas būtent ten, kur susidaro.
-
Paprastas montavimas – dažnai nereikia sudėtingos ventiliacijos sistemos.
-
Modulinis sprendimas – augant gamybai galima lengvai pridėti naujus filtrus.
-
Mažesni oro kanalai arba jų visai nereikia.
Trūkumai
-
Didesnis įrenginių skaičius, kuriuos reikia prižiūrėti ir aptarnauti.
-
Kiekvienam filtrui reikalingas atskiras elektros prijungimas ir priežiūra.
-
Esant daug staklių, bendros išlaidos gali padidėti.
Centralizuota alyvos rūko filtracija
Centralizuota sistema naudoja vieną ar kelis didelius filtravimo įrenginius, kurie per oro kanalus surenka alyvos rūką iš kelių metalo apdirbimo įrenginių vienu metu.
Privalumai
-
Vieninga filtravimo sistema visam cechui.
-
Mažiau filtravimo įrenginių, kuriuos reikia aptarnauti.
-
Dažnai mažesnės eksploatacijos sąnaudos didelėse gamyklose.
-
Galima integruoti į bendrą pramoninę ventiliacijos sistemą.
Trūkumai
-
Didesnės pradinės investicijos į oro kanalus ir sistemos projektavimą.
-
Sudėtingesnis montavimas.
-
Sustojus centrinei sistemai, gali būti paveikta visa gamybos linija.
Kada rinktis vietinę sistemą?
Vietinis alyvos rūko surinkimas paprastai yra geriausias sprendimas, jei:
-
įmonėje yra nedidelis arba vidutinis CNC staklių skaičius;
-
įranga yra skirtingose patalpose ar cecho zonose;
-
reikalingas greitas ir lankstus montavimas;
-
gamyba dažnai keičiasi arba plečiasi.
Kada geresnė centralizuota sistema?
Centralizuota filtracija dažniau pasirenkama, kai:
-
veikia didelė metalo apdirbimo gamykla su daug įrenginių;
-
staklės yra viename dideliame ceche;
-
įmonė nori vieningos ventiliacijos ir oro valymo sistemos;
-
prioritetas – ilgalaikis eksploatacijos optimizavimas.
Kuri sistema efektyvesnė?
Vieno universalaus atsakymo nėra.
Mažoms ir vidutinėms dirbtuvėms dažnai efektyvesnė yra vietinė filtracija, nes ji lanksti ir lengviau įrengiama.
Didelėms gamykloms, kuriose yra dešimtys įrenginių, dažnai naudingesnė yra centralizuota sistema, nes ji sumažina bendras priežiūros sąnaudas.
Dažniausiai efektyviausias sprendimas randamas įvertinus konkretų gamybos procesą, įrenginių skaičių ir cecho išdėstymą.
Išvada
Tiek vietinės, tiek centralizuotos alyvos rūko filtracijos sistemos gali užtikrinti aukštą oro valymo efektyvumą. Tinkamas pasirinkimas priklauso nuo įmonės dydžio, CNC įrenginių skaičiaus, patalpų struktūros ir ilgalaikių gamybos planų.
Aušinimo ir tepimo skysčiai metalo apdirbime: kaip tinkamai pasirinkti ir prižiūrėti aušinimo sistemą
 Aušinimo ir tepimo skysčiai metalo apdirbime: kaip tinkamai pasirinkti ir prižiūrėti aušinimo sistemą
Aušinimo ir tepimo skysčiai metalo apdirbime: kaip tinkamai pasirinkti ir prižiūrėti aušinimo sistemą
Aušinimo ir tepimo skysčiai yra vienas svarbiausių veiksnių užtikrinant stabilų ir efektyvų metalo apdirbimą. Tinkamai parinktas ir prižiūrimas aušinimo skystis padeda pailginti įrankių tarnavimo laiką, pagerinti detalių paviršiaus kokybę ir sumažinti gamybos sąnaudas.
Šiame straipsnyje aptarsime, kokie aušinimo ir tepimo skysčių tipai naudojami, kaip pasirinkti tinkamiausią skystį ir kaip tinkamai prižiūrėti aušinimo sistemą gamyboje.
Kodėl metalo apdirbime reikalingi aušinimo ir tepimo skysčiai
Frezuojant, gręžiant, tekinant ar šlifuojant pjovimo zonoje susidaro didelis šilumos ir trinties kiekis. Aušinimo skystis atlieka kelias svarbias funkcijas:
-
sumažina temperatūrą pjovimo zonoje
-
sumažina trintį tarp įrankio ir ruošinio
-
padeda pašalinti drožles
-
apsaugo detales ir įrangą nuo korozijos
-
pagerina apdirbto paviršiaus kokybę
Be efektyvaus aušinimo įrankiai nusidėvi žymiai greičiau, o detalių kokybė gali būti nestabili.
Pagrindiniai aušinimo skysčių tipai
Metalo apdirbime naudojami keli aušinimo ir tepimo skysčių tipai.
Alyvos pagrindo skysčiai
Tai skysčiai, pagaminti mineralinių arba sintetinių alyvų pagrindu.
Privalumai:
-
labai geros tepimo savybės
-
gera įrankių apsauga
-
tinkami sudėtingiems pjovimo režimams
Trūkumai:
-
silpnesnis aušinimo efektas
-
gali sukelti dūmus ir kvapą
Tokie skysčiai dažniausiai naudojami sriegimui, protėšimui ir gilioms pjovimo operacijoms.
Emulsijos (alyva vandenyje)
Tai dažniausiai naudojamas aušinimo skystis CNC įrenginiuose.
Privalumai:
-
geras aušinimas
-
universalus pritaikymas
-
palyginti nedidelė kaina
Trūkumai:
-
reikia reguliariai tikrinti koncentraciją
-
gali daugintis bakterijos
Pusiau sintetiniai skysčiai
Šie skysčiai sujungia alyvos ir vandens tirpalų savybes.
Privalumai:
-
geras aušinimas
-
pakankamos tepimo savybės
-
mažesnė bakterijų susidarymo rizika
Tokie skysčiai plačiai naudojami šiuolaikinėse CNC gamybos įmonėse.
Sintetiniai aušinimo skysčiai
Tai visiškai vandenyje tirpūs skysčiai be mineralinių alyvų.
Privalumai:
-
labai geras aušinimas
-
švari darbo aplinka
-
didelis stabilumas
Trūkumai:
-
silpnesnės tepimo savybės esant sunkiems režimams
Tokie skysčiai tinka greitaeigiam apdirbimui ir šlifavimui.
Kaip pasirinkti tinkamą aušinimo skystį
Renkantis aušinimo ir tepimo skystį svarbu atsižvelgti į kelis veiksnius.
Apdirbama medžiaga
Skirtingiems metalams reikalingos skirtingos skysčio savybės.
-
aliuminiui reikalingos geros neprilipimo savybės
-
nerūdijančiajam plienui reikalingas stipresnis tepimas
-
titanui reikalingas stabilumas aukštoje temperatūroje
-
ketui svarbus efektyvus drožlių pašalinimas
Apdirbimo tipas
Skirtingos operacijos kelia skirtingus reikalavimus.
Frezuojant svarbiausias yra efektyvus aušinimas.
Tekinant reikalinga pusiausvyra tarp aušinimo ir tepimo.
Šlifuojant būtinas intensyvus aušinimas.
Giliai gręžiant svarbus tepimas ir drožlių pašalinimas.
Įrangos reikalavimai
Daugeliui šiuolaikinių CNC staklių reikalingi skysčiai su mažu putojimu ir stabilia emulsija.
Darbo sauga ir aplinka
Šiuolaikinės įmonės vis dažniau renkasi aušinimo skysčius:
-
su mažu toksiškumu
-
be chloro junginių
-
be kenksmingų priedų
Tai pagerina darbo sąlygas operatoriams ir sumažina poveikį aplinkai.
Tinkama aušinimo sistemos priežiūra
Net ir aukštos kokybės skystis greitai praranda savo savybes, jei sistema nėra tinkamai prižiūrima.
Koncentracijos kontrolė
Emulsijos koncentraciją reikia reguliariai tikrinti refraktometru.
Per maža koncentracija gali sukelti:
-
koroziją
-
bakterijų dauginimąsi
Per didelė koncentracija gali sukelti:
-
putojimą
-
didesnes skysčio sąnaudas.
Drožlių filtravimas
Metalo drožlės užteršia skystį ir pagreitina įrankių nusidėvėjimą.
Rekomenduojama naudoti:
-
magnetinius separatorius
-
juostinius filtrus
-
ciklonines filtravimo sistemas.
Bakterijų kontrolė
Bakterijos ir grybeliai gali sukelti:
-
nemalonų kvapą
-
aušinimo skysčio savybių pablogėjimą
-
operatorių odos sudirginimą
Prevencijai būtina:
-
reguliariai maišyti skystį
-
palaikyti tinkamą koncentraciją
-
prireikus naudoti biocidus.
Sistemos valymas
Net ir reguliariai prižiūrint sistemą rekomenduojama ją visiškai išvalyti kas 6–12 mėnesių:
-
išleisti seną skystį
-
išvalyti baką ir vamzdynus
-
pašalinti nuosėdas
-
užpildyti nauju aušinimo skysčiu
Dažniausios klaidos dirbant su aušinimo skysčiais
Gamyboje dažnai pasitaiko šios problemos:
-
netinkamo skysčio pasirinkimas
-
koncentracijos nekontrolavimas
-
retas sistemos valymas
-
skirtingų skysčių maišymas
Tai gali lemti greitesnį įrankių nusidėvėjimą, nestabilią detalių kokybę ir didesnes gamybos sąnaudas.
Išvada
Aušinimo ir tepimo skysčiai yra labai svarbūs metalo apdirbimo procese. Tinkamas skysčio pasirinkimas ir reguliari sistemos priežiūra padeda:
-
prailginti įrankių tarnavimo laiką
-
pagerinti detalių kokybę
-
sumažinti gamybos sąnaudas
-
užtikrinti stabilų CNC įrenginių darbą.
Jei ieškote aukštos kokybės aušinimo ir tepimo skysčių metalo apdirbimui, peržiūrėkite Bellini produktų asortimentą:
https://www.udbu.eu/produktai/bellini/
Bellini siūlo profesionalius sprendimus metalo apdirbimo įmonėms, užtikrinančius aukštą efektyvumą, stabilias emulsijas ir saugesnę darbo aplinką.
Baigtas kompresoriaus įrangos įrengimo darbai
 Baigtas kompresoriaus įrangos įrengimo darbai
Baigtas kompresoriaus įrangos įrengimo darbai
Malnavas koledža sėkmingai užbaigti kompresoriaus įrangos įrengimo darbai, skirti įvairių techninių įrenginių ir mokymo įrangos veikimui užtikrinti.

Projekto metu buvo atliktas kompresoriaus montavimas ir prijungimas, sistemos patikra bei įrangos reguliavimas, siekiant užtikrinti stabilų ir saugų tolimesnį eksploatavimą. Naujoji sistema užtikrins reikiamą suslėgto oro slėgį įvairių techninių įrenginių darbui ir pagerins praktinių užsiėmimų efektyvumą.
Malnavas koledža yra švietimo įstaiga, kurioje ypatingas dėmesys skiriamas praktiniam studentų mokymui, ypač technikos, transporto ir žemės ūkio mechanizacijos srityse.
Šio projekto įgyvendinimas prisideda prie kolegijos materialinės ir techninės bazės stiprinimo bei padeda kurti modernias sąlygas studentų mokymuisi.
Industrija 4.0 metalo apdirbimo srityje: skaitmeninės gamybos architektūra ir praktinės įgyvendinimo naudos

Industrija 4.0 metalo apdirbimo srityje: skaitmeninės gamybos architektūra ir praktinės įgyvendinimo naudos
1. Skaitmeninės metalo apdirbimo įmonės architektūra
Metalo apdirbimo kontekste Industrija 4.0 reiškia vieningos kiberfizinės sistemos (CPS) kūrimą, kuri apjungia:
-
CNC stakles
-
CNC ir PLC valdymo sistemas
-
IIoT jutiklius
-
MES/ERP sistemas
-
CAD/CAM/PLM sprendimus
-
Analitikos platformas
-
Debesų arba edge infrastruktūrą
Pagrindinis principas – end-to-end duomenų integracija nuo gamyklos grindų iki aukščiausio valdymo lygio.
Tipinė architektūra apima:
Įrangos lygis (0–1 lygis)
CNC staklės, robotai, matavimo sistemos, vibracijos jutikliai, temperatūros jutikliai, ašies apkrovos ir įrankio būklės jutikliai.
Duomenų rinkimo lygis (2 lygis)
IIoT vartai, OPC UA, MTConnect, Modbus TCP/IP.
Gamybos valdymo lygis (3 lygis)
MES sistema:
-
Gamybos dispečeris
-
OEE stebėsena
-
Užsakymų valdymas
-
Pilnas sekamumas
Verslo analizės lygis (4 lygis)
ERP, BI sistemos, finansų planavimas, KPI analizė.
2. CNC integracija į skaitmeninę ekosistemą
Šiuolaikinės CNC staklės generuoja didelės dažnio duomenis:
-
Ašies apkrova
-
Ciklo laikas
-
Ašių pagreičiai
-
Variklių srovės
-
Įrankio būklė
-
Įspėjimai ir gedimų įrašai
Svarbiausias tikslas – ne tik duomenų rinkimas, bet ir:
-
Normalizavimas
-
Sinchronizavimas
-
Agregavimas
-
Kontekstinė interpretacija
Be MES lygio integracijos „žali“ duomenys nekuria verslo vertės.
3. OEE ir skaitmeninė gamybos skaidrumas
Industrija 4.0 leidžia pereiti nuo subjektyvios ataskaitų sudarymo prie automatizuotų skaičiavimų:
-
Pasiekiamumas (Availability)
-
Veikimas (Performance)
-
Kokybė (Quality)
Praktiniai efektai:
-
Slėpto prastovų laiko sumažinimas
-
Siaurųjų vietų identifikavimas
-
Tikslus įrenginių apkrovos planavimas
Skaitmeniškai pažangiose įmonėse OEE padidėjimas po įgyvendinimo siekia 10–25%.
4. Predictive Maintenance su mašininio mokymosi pagalba
Metalo apdirbimo srityje pagrindinės nenumatytos prastovos priežastys:
-
Ašies dilimas
-
Guolių degradacija
-
Įrankio dilimas
-
Perkaitimas
-
Vibracijos nukrypimai
ML algoritmai analizuoja:
-
Vibracijos spektrus
-
Temperatūros tendencijas
-
Srovės anomalijas
-
Ciklo laiko pokyčius
Rezultatai:
-
Iki 40% mažiau nenumatytų prastovų
-
Pereinama nuo planinės prie būklės pagrindu atliekamos priežiūros
-
Sumažėja atsarginių detalių sąnaudos
5. Skaitmeniniai dvyniai technologiniuose procesuose
Metalo apdirbime skaitmeniniai dvyniai naudojami:
-
Pjovimo parametrų modeliavimui
-
Įrankių trajektorijų optimizavimui
-
Šiluminių deformacijų analizei
-
Įrankių dilimo prognozavimui
Integracija su CAM sistemomis leidžia:
-
Patikrinti programas prieš paleidimą
-
Sutrumpinti nustatymo laiką
-
Sumažinti broką naujų partijų pradžioje
Tai ypač svarbu mažų serijų ir aukštos tikslumo gamyboje.
6. Robotizacija ir autonominės gamybos ląstelės
Industrija 4.0 metalo apdirbime apima:
-
Robotizuotą pakrovimą/iškrovimą
-
Automatinį palečių keitimą
-
Lanksčias gamybos sistemas (FMS)
Privalumai:
-
24/7 darbas be papildomų darbuotojų
-
Stabili ir pakartojama kokybė
-
Mažesnis priklausomumas nuo žmogaus
Robotizuotos ląstelės ROI paprastai siekia 18–36 mėnesius serijinės gamybos aplinkoje.
7. Pramoninio tinklo kibernetinis saugumas
Skaitmeninimas padidina atakų paviršių:
-
Nuotolinis CNC prieigos taškas
-
Debesų paslaugų integracija
-
ERP/MES prijungimas prie įrangos
Būtinos priemonės:
-
IT/OT tinklo segmentacija
-
Vaidmenimis pagrįsta prieigos kontrolė (RBAC)
-
Įvykių registracija
-
Reguliarūs programinės įrangos ir firmware atnaujinimai
-
Duomenų perdavimo protokolų auditai
Kibernetinis incidentas gali visiškai sustabdyti gamybą.
8. Įgyvendinimo ekonominis modelis
Investicijos apima:
-
Įrangos modernizavimą
-
MES diegimą
-
IIoT infrastruktūrą
-
Analitikos sprendimus
-
Darbuotojų mokymus
Finansiniai privalumai:
-
Broko mažinimas
-
Prastovų sumažinimas
-
WIP atsargų optimizavimas
-
Greitesnis užsakymų vykdymas
-
Tiksliau prognozuojama pelningumo analizė
B2B segmentui skaitmeninis sekamumas ženkliai didina klientų pasitikėjimą.
9. Įrangos paruošimas Industrija 4.0: strateginis startas
Perėjimas prie skaitmeninės gamybos neįmanomas be tvirto technologinio pagrindo. Jei esamos staklės nepalaiko OPC UA, MTConnect ar patikimo duomenų perdavimo, skaitmeninimas bus fragmentuotas ir brangus.
UDBU tiekia modernias metalo apdirbimo stakles, pritaikytas Industrija 4.0 reikalavimams:
-
Integracija su MES ir ERP
-
Paruoštos IIoT jutiklių prijungimui
-
Skaitmeninė įrangos būklės stebėsena
-
Nuotolinė diagnostika
-
Suderinamumas su robotizuotomis gamybos ląstelėmis
Investicijos į Industrija 4.0 paruoštą įrangą leidžia:
-
Sutrumpinti diegimo laiką
-
Sumažinti infrastruktūros pritaikymo išlaidas
-
Greičiau pasiekti tikslinį OEE lygį
-
Užtikrinti gamybos mastelio didinimą
Jei jūsų įmonės strategija siekia didinti skaitmeninį brandumą ir stiprinti konkurencingumą B2B rinkoje, tinkamai parinktas įrangos parkas yra esminis žingsnis.
Susisiekite su UDBU specialistais, kad pasirinktumėte stakles, paruoštas darbui integruotoje skaitmeninėje gamybos aplinkoje.
Išvados
Industrija 4.0 metalo apdirbime nėra atskirų technologijų diegimas, tai sisteminė gamybos architektūros transformacija.
Įmonės, kurios:
-
Užtikrina end-to-end duomenų integraciją
-
Diegia MES ir prognozinę analizę
-
Automatizuoja gamybos ląsteles
-
Investuoja į kibernetinį saugumą ir modernią įrangą
įgyja ilgalaikį konkurencinį pranašumą, pagrįstą skaidrumu, kontroliuojamomis savikainomis ir prognozuojama produkcijos kokybe.
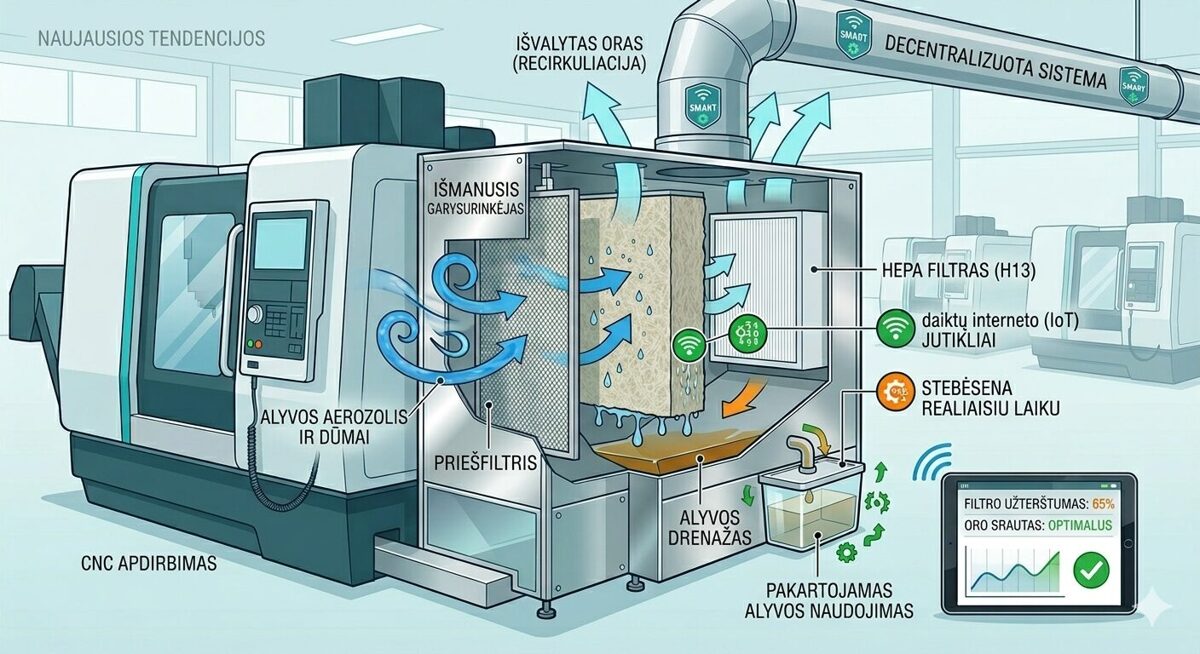
Naujausios tendencijos kovojant su alyvos aerozoliais gamybos cechuose
 Naujausios tendencijos kovojant su alyvos aerozoliais gamybos cechuose
Naujausios tendencijos kovojant su alyvos aerozoliais gamybos cechuose
Metalo apdirbimas reiškia aukštą tikslumą ir produktyvumą, tačiau kartu kelia rimtų iššūkių užtikrinant oro kokybę. Viena pagrindinių problemų – alyvos aerozoliai, susidarantys naudojant aušinimo ir tepimo skysčius CNC bei kitose metalo apdirbimo staklėse. Šios mikroskopinės dalelės gali neigiamai paveikti darbuotojų sveikatą, įrangos ilgaamžiškumą ir bendrą darbo aplinką.
Šiandien oro valymo technologijos sparčiai tobulėja, siūlydamos efektyvesnius, ekonomiškesnius ir aplinkai draugiškesnius sprendimus.
1. Išmanios filtravimo sistemos ir automatizavimas
Naujos kartos alyvos rūko surinkėjai aprūpinti jutikliais ir automatinio valdymo funkcijomis. Jie gali:
-
reguliuoti galią pagal taršos lygį;
-
įspėti apie filtrų nusidėvėjimą;
-
optimizuoti energijos sąnaudas.
Toks sprendimas sumažina prastovų riziką ir užtikrina stabilią oro kokybę be rankinio reguliavimo.
2. Daugiapakopės filtravimo technologijos
Efektyviam alyvos aerozolių surinkimui vis dažniau taikoma kombinuota filtracija:
-
mechaninis pirminis filtravimas didesnėms dalelėms;
-
koalescenciniai filtrai alyvos lašelių sujungimui;
-
smulkiosios filtracijos elementai galutiniam oro išvalymui.
Tokios sistemos gali užtikrinti daugiau nei 99 % teršalų sulaikymą ir ženkliai pagerinti darbo aplinką.
3. Išvalyto oro grąžinimas į patalpas
Energinis efektyvumas yra vienas svarbiausių šiuolaikinės pramonės tikslų. Modernūs sprendimai leidžia:
-
grąžinti išvalytą orą atgal į gamybines patalpas;
-
sumažinti šildymo ir vėdinimo išlaidas;
-
palaikyti stabilų mikroklimatą.
Tai ypač svarbu šalto klimato regionuose, kur šilumos nuostoliai sudaro dideles sąnaudas.
4. Tvarios filtravimo medžiagos
Gamintojai vis dažniau naudoja:
-
ilgaamžes filtravimo medžiagas;
-
perdirbamus komponentus;
-
konstrukcijas, užtikrinančias paprastą techninę priežiūrą.
Tai sumažina eksploatacines išlaidas ir atliekų kiekį.
5. Integracija su darbo saugos sistemomis
Oro kokybės stebėjimas integruojamas į bendrą darbo saugos sistemą. Tai reiškia:
-
taršos kontrolę realiuoju laiku;
-
automatinius įspėjimus;
-
geresnę darbuotojų sveikatos apsaugą.
Švarus oras šiandien yra ne papildomas privalumas, o būtinas gamybos standartas.
Praktinis sprendimas: PrecitoniX OMM 150 alyvos rūko surinkėjas
Kaip modernios ir efektyvios sistemos pavyzdį galima paminėti PrecitoniX OMM 150 alyvos rūko surinkėją, kurį siūlo UDBU.
Šis modelis, sukurtas PrecitoniX, skirtas metalo apdirbimo staklėms, kur reikalingas kompaktiškas, tačiau galingas alyvos aerozolių šalinimo sprendimas. Jis užtikrina:
-
efektyvų alyvos rūko surinkimą tiesiai iš staklių darbo zonos;
-
daugiapakopę filtraciją;
-
paprastą montavimą ir priežiūrą;
-
geresnę darbo aplinką bei įrangos apsaugą.
Daugiau informacijos apie produktą:
https://www.udbu.eu/produkti/item/instrumenti/precitonix-omm-150-ellas-miglas-savacejs/
Išvados
Kova su alyvos aerozoliais šiuolaikinėse metalo apdirbimo įmonėse grindžiama:
-
automatizuotomis ir išmaniomis filtravimo sistemomis;
-
daugiapakopiu oro valymu;
-
energiją taupančia oro recirkuliacija;
-
tvariomis medžiagomis;
-
integruotu darbo saugos požiūriu.
Diegiant modernias alyvos rūko surinkimo sistemas, įmonės ne tik pagerina darbo sąlygas, bet ir sumažina eksploatacines išlaidas bei padidina gamybos efektyvumą ilgalaikėje perspektyvoje.
Lazerinis plonų medžiagų suvirinimas: privalumai, ribojimai ir palyginimas su TIG/MIG

Lazerinis plonų medžiagų suvirinimas: privalumai, ribojimai ir palyginimas su TIG/MIG
Lazerinis suvirinimas yra viena pažangiausių technologijų plonų metalų (0,1–3 mm) sujungimui. Jis plačiai taikomas mašinų gamyboje, elektronikos pramonėje, medicinos įrangos gamyboje ir automobilių sektoriuje, kur ypač svarbus tikslumas, minimali deformacija ir aukšta estetinė kokybė.
Dėl koncentruotos energijos lazeris suformuoja siaurą ir gilų suvirinimo siūlę su minimalia šilumos paveikta zona, kas itin svarbu dirbant su plonais lakštais.
Pagrindiniai lazerinio suvirinimo metodai
Šiluminio laidumo (kondukcinis) suvirinimas
Energija tolygiai paskirstoma paviršiuje be „keyhole“ efekto. Tinka labai plonoms medžiagoms ir aukštiems estetiniams reikalavimams.
Gilaus įsiskverbimo (keyhole) suvirinimas
Didelės galios koncentracija sukuria garų kanalą, leidžiantį pasiekti gilų ir siaurą siūlę su dideliu stiprumu.
Impulsinis lazerinis suvirinimas
Trumpi impulsai leidžia tiksliai kontroliuoti šilumos įvedimą. Idealiai tinka mikrokomponentams ir precizinėms detalėms.
Hibridinis lazerinis–lankinis suvirinimas
Sujungia lazerinę ir lankinę technologijas, siekiant pagerinti stabilumą ir kompensuoti tarpus sujungime.
Lazerinio suvirinimo privalumai
-
Minimali šilumos paveikta zona
-
Labai aukštas tikslumas
-
Maža deformacija
-
Didelis darbo greitis
-
Švari ir estetiška siūlė
-
Lengva integracija į automatizuotas ir CNC sistemas
Ribojimai
-
Aukšta įrangos kaina
-
Dideli reikalavimai detalių paruošimui
-
Jautrumas tarpams ir paviršiaus užterštumui
-
Reikalingi kvalifikuoti specialistai
Palyginimas: lazerinis suvirinimas vs TIG/MIG plonoms medžiagoms
| Parametras | Lazerinis suvirinimas | TIG suvirinimas | MIG suvirinimas |
|---|---|---|---|
| Medžiagos storis | 0,1–3 mm (optimalu) | nuo 0,5 mm | nuo 0,8 mm |
| Šilumos įvedimas | Mažas, koncentruotas | Vidutinis | Didesnis |
| Šilumos paveikta zona | Minimali | Vidutinė | Platesnė |
| Perdegimo rizika | Didelė esant neteisingiems nustatymams | Vidutinė | Padidėjusi plonoms medžiagoms |
| Lakštų deformacija | Minimali | Galima | Dažnai ryški |
| Suvirinimo greitis | Labai didelis | Mažas–vidutinis | Vidutinis–didelis |
| Siūlės tikslumas | Labai aukštas | Aukštas | Vidutinis |
| Siūlės estetika | Dažniausiai be papildomo apdirbimo | Dažnai reikia valymo | Dažniausiai reikia valymo |
| Automatizacija | Puikiai integruojama su CNC ir robotais | Ribota | Tinka robotizacijai |
| Briaunų paruošimo reikalavimai | Aukšti | Vidutiniai | Mažiau kritiški |
| Įrangos kaina | Aukšta | Vidutinė | Mažesnė nei TIG |
| Eksploatacinės sąnaudos | Mažos serijinėje gamyboje | Vidutinės | Vidutinės |
Išvada
Jeigu prioritetas – tikslumas, minimali deformacija ir aukštas produktyvumas serijinėje gamyboje, lazerinis suvirinimas yra technologiškai ir ekonomiškai efektyviausias ilgalaikis sprendimas.
TIG suvirinimas išlieka lankstus pasirinkimas mažoms partijoms ir remonto darbams, o MIG labiau tinka storesnėms medžiagoms arba mažiau reikalaujančioms konstrukcijoms.
Lazerinių staklių optikos diagnostika: kada reikia keisti lęšius ir kaip tai veikia tikslumą
 Lazerinių staklių optikos diagnostika: kada reikia keisti lęšius ir kaip tai veikia tikslumą
Lazerinių staklių optikos diagnostika: kada reikia keisti lęšius ir kaip tai veikia tikslumą
Optika lazerinėse staklėse yra sistemos širdis, per kurią spindulys nukreipiamas į medžiagą. Laikui bėgant lęšių ir veidrodžių kokybė gali suprastėti, dėl to sumažėja pjovimo tikslumas, pablogėja kraštų kokybė ir gali atsirasti detalių defektai. Svarbu mokėti diagnozuoti optikos būklę, suprasti, kada reikia keisti lęšius, ir kaip profilaktinė priežiūra veikia galutinį rezultatą.
Kodėl optika dėvisi
Lazerio galvutės optiką veikia:
-
Šiluminė ir terminė apkrova, ypač intensyvaus darbo ciklo metu.
-
Dulkės ir nešvarumai – dalelės ant lęšių paviršiaus mažina spindulio pralaidumą.
-
Mechaninė įtaka – netinkamas apsauginių lęšių keitimas, smūgiai ir vibracijos.
-
Drėgmė ir agresyvi aplinka gamybinėje patalpoje.
Tokie veiksniai sukelia spindulio galios sumažėjimą ir fokusavimo pablogėjimą, dėl ko padidėja pjovimo kraštų tarpai, atsiranda nelygios linijos, pjovimo gylio netolygumas ir padidėja energijos suvartojimas, norint pasiekti tuos pačius rezultatus.
Kaip diagnozuoti lęšių būklę
Vizualinė patikra: įvertinkite lęšį, kai staklės išjungtos. Atkreipkite dėmesį į matinius ar drumstus paviršius, degimo žymes, tamsius dėmelius ar spalvos pokyčius. Net maži defektai gali reikšti, kad spindulys praranda fokusą ir galią.
Bandomieji pjovimai: atlikite keletą vienodų pjūvių ant tos pačios medžiagos lakšto, sumažinę galingumą. Jei kokybė pablogėja greičiau nei įprastai, lęšis gali būti nešvarus arba pažeistas.
Fokusavimo zonos temperatūros kontrolė: didelis perkaitimas fokuso taške rodo, kad lęšis netinkamai išsklaido spindulį, kas gali pažeisti kitus komponentus.
Pavyzdžiai: kaip veikia švari ir dėvėta optika
Pažvelkime į realias įrangas, tokias kaip Golden Laser lazerinio pjovimo staklės – modernios sistemos su optinio pluošto šaltiniu ir aukštos tikslumo galvutėmis lakštų ir vamzdžių apdorojimui. Šios staklės užtikrina aukštą tikslumą, automatizaciją ir stabilumą, jei jos tinkamai prižiūrimos. Net jose, nešvarūs ar pažeisti lęšiai gali pabloginti pjovimo kokybę 5–20 %. Reguliari lęšių valymas ir keitimas leidžia išlaikyti gamintojo deklaruotą tikslumą ir apdorojimo greitį.
Kada reikia keisti lęšį
Lęšius reikia keisti šiais atvejais:
-
Akivaizdus dėvėjimasis: lęšis drumstas, su įbrėžimais ar kitais pažeidimais.
-
Pjovimo kokybės pablogėjimas esant nepakitusiems staklių parametrams.
-
Padidėję detalių defektai, kurių negalima pašalinti valymu ar reguliavimu.
-
Po mechaninių pažeidimų ar avarijų.
Daugelyje pramoninių įrenginių optika keičiama pagal darbo valandų skaičių, net jei tiesioginių defektų nėra, kad būtų išvengta prastovų.
Profilaktika ir priežiūra
Norint pratęsti lęšių tarnavimo laiką:
-
Naudokite apsauginius lęšius, kuriuos lengviau pakeisti nei pagrindinę optiką.
-
Reguliariai pūskite sistemą sausu suspaustu oru.
-
Laikykite gamybos aplinką švarią – kuo mažiau dulkių, tuo ilgesnis optikos tarnavimo laikas.
-
Veskite žurnalą apie lęšių būklę ir priežiūros intervalus.
Įtaka tikslumui ir produktyvumui
Kai lęšis veikia tinkamai:
-
Spindulys yra tinkamai fokusuotas
-
Pjovimo geometrija tiksliai atitinka reikalavimus
-
Mažiau medžiagų atliekų
-
Energijos taupymas
-
Ciklo stabilumas
Kai lęšiai nešvarūs ar pažeisti:
-
Pjovimo kokybė pablogėja
-
Padidėja energijos suvartojimas
-
Greičiau dėvisi įranga
-
Galimi detalių defektai
Išvada
Optikos diagnostika nėra tik formalus procesas, ji yra esminis lazerinio apdorojimo kokybės ir stabilumo veiksnys. Savalaikis lęšių keitimas prailgina staklių tarnavimo laiką ir užtikrina aukštą pramoninį tikslumą.
Norite optimizuoti savo lazerinės staklės optinę sistemą, gauti diagnostikos rekomendacijas arba pasirinkti originalius lęšius ir komponentus?
Susisiekite su mūsų ekspertais – mes pasiūlysime optimalų priežiūros planą ir originalių optinių komponentų asortimentą jūsų įrangai.
Užpildykite užklausą dabar ir gaukite nemokamą pradinę optikos diagnostikos konsultaciją!
Metalo valcavimo gaminių lazerinis valymas nuo apnašų: mechanizmai, režimai ir palyginimas su cheminiais metodais

Metalo valcavimo gaminių lazerinis valymas nuo apnašų: mechanizmai, režimai ir palyginimas su cheminiais metodais
Įvadas
Metalo valcavimo gaminių valymas nuo apnašų yra viena iš pagrindinių užduočių metalurgijos ir mašinų gamybos pramonėje. Apnašos – tai plonas oksidų sluoksnis, susidarantis metalo paviršiuje kaitinimo metu gamybos procese. Jos mažina dangų sukibimą, blogina suvirinimo siūlių kokybę ir spartina koroziją.
Tradiciniai valymo metodai apima mechaninį apdorojimą (šepečiai, šlifavimas) ir cheminį apdorojimą (rūgštinės vonios, šarminiai tirpalai). Šie metodai turi savo apribojimų: mechaninis valymas gali pažeisti metalą, o cheminis – kelia ekologinę riziką ir reikalauja atliekų utilizavimo.
Šiuolaikinis sprendimas – metalo valcavimo gaminių lazerinis valymas. Ši technologija leidžia pašalinti apnašas itin tiksliai, su minimaliu šiluminiu poveikiu ir nenaudojant agresyvių cheminių medžiagų.
Lazerinio valymo mechanizmai
Lazerinis valymas pagrįstas didelio intensyvumo lazerinės spinduliuotės sąveika su paviršiniu apnašų sluoksniu. Pagrindiniai mechanizmai:
-
Abliacija
Lazerinis impulsas išgarina apnašas, palikdamas metalą nepažeistą. Abliacijos efektyvumas priklauso nuo lazerio bangos ilgio ir energijos tankio.
Taikymas: plonų oksidinių plėvelių šalinimas nuo plieno ir aliuminio. -
Terminis plėtimasis
Skirtingi metalo ir apnašų šiluminio plėtimosi koeficientai lemia apnašų atsiskyrimą kaitinant lazeriu.
Privalumas: tinka storoms apnašų sluoksniams, minimalus poveikis pagrindiniam metalui. -
Plazminis poveikis
Esant didelei galiai susidaro lokali plazma, kuri mikroskopiniu lygiu ardo apnašas.
Privalumas: didina pašalinimo efektyvumą net esant nelygiam paviršiui.
Lazerinio valymo efektyvumas priklauso nuo lazerio tipo (anglies dioksido, skaidulinis, diodinis), bangos ilgio, galios, impulso trukmės ir apdorojimo greičio.
Lazerinio valymo režimai
Norint pasiekti optimalių rezultatų, taikomi skirtingi lazerinio poveikio režimai:
| Režimas | Ypatybės | Taikymas |
|---|---|---|
| Impulsinis | Trumpi, didelio intensyvumo impulsai; minimalus metalo įkaitinimas | Mikroninis valymas, taškiniai defektai |
| Nepertraukiamas (CW) | Pastovi spinduliuotė; didelė galia | Storas apnašų sluoksnis, tolygus padengimas |
| Skenuojantis | Lazerio taškas juda paviršiumi | Didelių plotų valymas su minimaliu šiluminiu poveikiu |
Parametrų nustatymas
-
Lazerio galia: didesnė galia didina valymo greitį, tačiau gali perkaitinti metalą.
-
Impulsų dažnis: lemia apnašų šalinimo tolygumą.
-
Skenavimo greitis: per lėtas skenavimas didina šiluminį poveikį, per greitas – mažina efektyvumą.
Režimo pasirinkimas priklauso nuo metalo tipo, apnašų storio ir paviršiaus kokybės reikalavimų.
Palyginimas su cheminiais metodais
Lazerinis valymas dažnai lyginamas su rūgštiniais ir šarminiais apnašų šalinimo metodais. Pagrindiniai palyginimo kriterijai:
| Parametras | Lazerinis valymas | Cheminis apdorojimas |
|---|---|---|
| Poveikis metalui | Minimalus; metalas nepraranda stiprumo | Galimi struktūros pokyčiai, korozija |
| Ekologiškumas | Aukštas, nėra cheminių atliekų | Vidutinis, reikalinga tirpalų utilizacija |
| Greitis | Didelis automatizavus procesą | Vidutinis; dažnai reikia panardinimo ir plovimo |
| Tikslumas | Mikroninis | Ribotas; sudėtinga lokali apdorojimas |
| Eksploatacinės sąnaudos | Didelės pradinės investicijos į lazerį | Mažesnės, bet su cheminių medžiagų ir atliekų sąnaudomis |
| Priežiūra | Minimali po įdiegimo | Reguliarus tirpalų keitimas ir įrangos valymas |
Išvada: lazerinis valymas pranoksta cheminius metodus ekologiškumo, tikslumo ir greičio požiūriu, tačiau reikalauja didesnių pradinių investicijų.
Lazerinio valymo privalumai ir apribojimai
Privalumai:
-
Didelis tikslumas ir valymo gylio kontrolė.
-
Galimybė automatizuoti ir integruoti į gamybos linijas.
-
Nėra cheminių reagentų ir minimalus atliekų kiekis.
-
Tinka sudėtingiems ir jautriems paviršiams.
Apribojimai:
-
Didelė įrangos kaina.
-
Energijos sąnaudos didesnės nei cheminių metodų.
-
Reikalingas kvalifikuotas personalas lazerio parametrams nustatyti.
Taikymo pavyzdžiai
-
Metalurgija: apnašų šalinimas nuo lakštinio valcuoto metalo prieš dangų dengimą.
-
Automobilių pramonė: detalių paruošimas suvirinimui ir dažymui.
-
Elektrotechnika: varinių ir aliumininių paviršių valymas kontaktiniams sujungimams.
-
Įrangos remontas: korozinių ir oksidinių sluoksnių šalinimas nuo turbinų, staklių ir presų.
Išvada
Metalo valcavimo gaminių lazerinis valymas nuo apnašų tampa standartu šiuolaikiniuose pramoniniuose procesuose dėl savo tikslumo, ekologiškumo ir automatizavimo galimybių. Tinkamas apdorojimo režimo pasirinkimas, galios ir impulsų dažnio nustatymas leidžia pasiekti aukštą efektyvumą nepažeidžiant metalo.
Palyginimas su cheminiais metodais rodo, kad lazerinis valymas yra ne tik saugesnis aplinkai, bet ir ekonomiškai pagrįstas didelio masto pramoninėje gamyboje. Didėjant kokybės ir ekologijos reikalavimams, lazerinis metalo valymas tampa investicija į ilgalaikį efektyvumą ir gamybos rizikos mažinimą.
Magnetinis abrazyvinis apdirbimas: principai ir taikymo sritys
 Magnetinis abrazyvinis apdirbimas: principai ir taikymo sritys
Magnetinis abrazyvinis apdirbimas: principai ir taikymo sritys
Kas yra magnetinis abrazyvinis apdirbimas (MAA)
Magnetinis abrazyvinis apdirbimas (MAA) – tai aukšto tikslumo metalo paviršių apdailos metodas, kai abrazyvinis įrankis valdomas magnetiniu lauku. Darbo zonoje susiformuoja magnetinė abrazyvinė šepetėlio struktūra iš feromagnetinių dalelių ir abrazyvo, kuri švelniai veikia paviršių, pašalindama mikro nelygumus ir defektus.
Metodas ypač tinkamas sudėtingoms vidinėms ertmėms ir tikslioms detalėms.
Veikimo principas
-
Magnetinis laukas – sukuriamas nuolatiniais magnetais arba elektromagnetais.
-
Magnetinis abrazyvinis mišinys – feromagnetinių dalelių ir abrazyvo (Al₂O₃, SiC, deimanto) mišinys.
-
Santykinis judėjimas – užtikrina medžiagos pašalinimą.
Dalelės išsirikiuoja grandinėmis ir sudaro elastingą apdirbimo zoną.
Sprendžiamos užduotys
-
Paviršiaus šiurkštumo mažinimas iki Ra 0,01–0,05 μm
-
Mikro atplaišų šalinimas
-
Vidinių kanalų poliravimas
-
Nuovargio atsparumo didinimas
-
Paruošimas dengimui
Taikymo sritys
Aviacija, medicina, automobilių pramonė, formų gamyba.
Privalumai
-
Sudėtingų formų apdirbimas
-
Maža šiluminė įtaka
-
Aukštas pakartojamumas
-
Galima automatizuoti
Ribojimai
-
Netinka dideliam medžiagos šalinimui
-
Reikalinga tiksli magnetinio lauko kontrolė
-
Aukšta įrangos kaina
Ateities perspektyvos
-
Integracija į automatizuotas linijas
-
Hibridinės technologijos
-
Išmani parametrų kontrolė
Top 5 vamzdžių lazerių gamintojai 2026: reitingas, pagrindiniai privalumai ir pirkimo vadovas

Top 5 vamzdžių lazerių prekės ženklai 2026: reitingas, pagrindiniai privalumai ir pirkimo gidas
Vamzdžių lazerinio pjovimo įrenginiai tampa neatsiejama šiuolaikinės metalo apdirbimo pramonės dalimi Lietuvoje, Latvijoje ir Estijoje. Didėjant aukšto tikslumo vamzdžių apdorojimo poreikiui, įmonės vis dažniau investuoja į automatizuotas skaidulinio lazerio sistemas, kurios mažina atliekas, optimizuoja darbo sąnaudas ir gerina galutinio produkto kokybę.
Šiame UDBU tinklaraščio straipsnyje apžvelgiame Top 5 vamzdžių lazerių prekės ženklus 2026 metais, palyginame jų technines galimybes ir pateikiame praktinius patarimus, kaip išsirinkti tinkamiausią sprendimą Baltijos rinkai.
Kodėl vamzdžių lazerinis pjovimas yra svarbus šiuolaikinėje pramonėje?
Skaidulinio lazerio technologija leidžia:
-
Aukšto tikslumo pjovimą apvaliems, kvadratiniams ir stačiakampiams vamzdžiams
-
Sudėtingų 2D ir 3D kontūrų apdorojimą be papildomų mechaninių įrankių
-
Minimalias šilumines deformacijas
-
Greitesnius gamybos ciklus, palyginti su tradiciniais metodais
-
Automatizuotą medžiagų padavimą ir integraciją su ERP/MES sistemomis
SEO raktažodžiai: vamzdžių lazerinis pjovimas, skaidulinis lazeris, tikslus vamzdžių apdorojimas, automatizuotas pjovimas, pramoninis lazeris Lietuvoje.
Top 5 vamzdžių lazerių prekės ženklai 2026
| Vieta | Prekės ženklas / Modelis | Lazerio galia (W) | Maks. skersmuo (mm) | Sienelės storis (mm) | Pagrindiniai privalumai |
|---|---|---|---|---|---|
| 1 | Golden Laser S12 Plus | ~3000–4000 | iki 120 | 10–15 | Aukšta automatizacija, 3D pjovimas, puikus kainos/kokybės santykis |
| 2 | Baison Laser All-round Tube Cutter | 1500–6000 | iki 220 | 0,8–10 | Platus galios diapazonas, universalus pritaikymas |
| 3 | TRUMPF TruFiber 3001 | ~3000 | iki 152 | 4–8 | Premium kokybė, Industry 4.0 integracija |
| 4 | Bystronic ByTube Star 130 | ~4000 | iki 130 | 10–15 | Šveicariškas tikslumas, tvirta konstrukcija |
| 5 | LightObject Pro Fiber Tube Cutter | ~3000 | iki 210 | 5–15 | Paprastas valdymas, tinkamas vidutinėms apimtims |
1. Golden Laser — lyderis automatizacijos ir kainos santykio srityje
Golden Laser vamzdžių pjovimo sprendimai, ypač S12 Plus, yra optimalus pasirinkimas Baltijos šalių įmonėms, siekiančioms aukšto automatizacijos lygio be premium segmento kainos.
Pagrindiniai privalumai:
-
Automatinis vamzdžių padavimas
-
3D pjovimo galimybės
-
Kompaktiška ir stabili konstrukcija
-
Energiškai efektyvi skaidulinio lazerio technologija
Tinka: metalo apdirbimo įmonėms Lietuvoje, Latvijoje ir Estijoje, ieškančioms modernaus ir ekonomiškai pagrįsto sprendimo.
SEO raktažodžiai: Golden Laser vamzdžių lazeris, skaidulinis lazeris Lietuvoje, automatizuotas metalo pjovimas.
2. Baison Laser — universalūs sprendimai įvairiems projektams
Baison Laser siūlo platų galios diapazoną (1,5–6 kW) ir galimybę pjauti didesnio skersmens vamzdžius.
Privalumai:
-
Lankstus pritaikymas
-
Tinka sudėtingiems profiliams
-
Geras pasirinkimas mažoms ir vidutinėms įmonėms
3. TRUMPF — Vokietijos premium inžinerija
TRUMPF TruFiber serijos įrenginiai pasižymi itin aukštu tikslumu ir integracija su skaitmeniniais gamybos procesais.
Privalumai:
-
Išskirtinė pjovimo briaunos kokybė
-
Ilgalaikis patikimumas
-
Industry 4.0 integracija
Tinka: didelėms gamybos įmonėms ir serijinei gamybai.
4. Bystronic — Šveicariškas tikslumas
Bystronic ByTube Star 130 užtikrina stabilumą ir aukštą tikslumą konstrukcijų gamyboje.
Privalumai:
-
Tvirta konstrukcija
-
Aukštos kokybės pjovimo rezultatas
-
Integracija su gamybos valdymo sistemomis
5. LightObject — praktiškas pasirinkimas vidutiniam segmentui
LightObject siūlo patikimus ir lengvai valdomus sprendimus vidutinės apimties gamybai.
Privalumai:
-
Paprastas programavimas
-
Geras kainos ir kokybės santykis
-
Tinka vidutinėms gamybos apimtims
Kaip pasirinkti vamzdžių lazerį Lietuvoje?
1️⃣ Maksimalus vamzdžio skersmuo
Pasirinkite įrenginį pagal didžiausią apdorojamą profilį.
2️⃣ Lazerio galia
-
~3000 W — plonesnėms sienelėms
-
≥4000 W — storesnėms medžiagoms ir intensyviai gamybai
3️⃣ Automatizacija
Automatinis padavimas ir programinės įrangos integracija didina produktyvumą.
4️⃣ Servisas Baltijos šalyse
Vietinis aptarnavimas sumažina prastovas.
5️⃣ Investicijų grąža (ROI)
Įvertinkite įrengimo, eksploatacijos ir priežiūros kaštus.
Išvada
Investicija į modernų skaidulinį vamzdžių lazerį ženkliai padidina tikslumą, gamybos efektyvumą ir konkurencingumą Baltijos rinkoje.
2026 metų reitinge Golden Laser išsiskiria kaip optimaliausias pasirinkimas įmonėms, ieškančioms aukšto automatizacijos lygio, 3D pjovimo galimybių ir stipraus kainos bei našumo santykio. Kiti gamintojai — Baison, TRUMPF, Bystronic ir LightObject — siūlo alternatyvas skirtingiems biudžetams ir gamybos apimtims.
Tinkamai pasirinktas vamzdžių lazeris yra ne tik technologinis sprendimas, bet ir ilgalaikė investicija į verslo augimą.
Išmanus aušinimo valdymas didelio greičio apdirbime
 Išmanus aušinimo valdymas didelio greičio apdirbime
Išmanus aušinimo valdymas didelio greičio apdirbime
Didelio greičio apdirbimas (HSM – High Speed Machining) kelia didelius reikalavimus aušinimo sistemoms. Didėjant veleno apsukoms ir padavimams, smarkiai išauga šiluminė apkrova įrankiui, ruošiniui ir staklių mazgams. Tradiciniai aušinimo metodai dažnai tampa nepakankami, todėl vis svarbesnis tampa išmanus aušinimo valdymas.
Kodėl standartinio aušinimo nepakanka
-
spartesnis įrankio nusidėvėjimas;
-
terminės deformacijos;
-
prastesnė paviršiaus kokybė;
-
mikroįtrūkimai ir pridegimai.
Fiksuotas aušinimo skysčio tiekimas neatsižvelgia į kintančias apdirbimo sąlygas.
Kas yra išmanus aušinimas
Tai sistema, kuri realiu laiku adaptuoja aušinimą, remdamasi jutiklių ir apdirbimo duomenimis.
Analizuojami:
-
temperatūra pjovimo zonoje;
-
veleno apkrova;
-
vibracijos;
-
pjovimo greitis ir padavimas;
-
įrankio būklė.
Automatiškai reguliuojami:
-
aušinimo skysčio slėgis ir srautas;
-
tiekimo kryptis;
-
MQL arba kriogeninio aušinimo režimai.
Pagrindinės technologijos
-
Realaus laiko stebėsena su jutikliais
-
Aukšto slėgio aušinimas (HPC)
-
Adaptuojamos MQL sistemos
-
Kriogeninis aušinimas (LN₂, CO₂)
-
Integracija su CNC ir CAM sistemomis
Privalumai
-
20–50 % ilgesnis įrankio tarnavimo laikas;
-
didesnis matmenų stabilumas;
-
geresnė paviršiaus kokybė;
-
mažesnės aušinimo sąnaudos;
-
didesnis našumas.
Ateitis
Dirbtinis intelektas ir skaitmeniniai dvyniai leis prognozuoti šilumines apkrovas dar prieš apdirbimo pradžią.
Skaitmeninių dvynių diegimas gamybos linijų optimizavimui
 Skaitmeninių dvynių diegimas gamybos linijų optimizavimui
Skaitmeninių dvynių diegimas gamybos linijų optimizavimui
Įvadas
Šiuolaikinė gamyba vis dažniau susiduria su poreikiu didinti efektyvumą, mažinti sąnaudas ir greitai prisitaikyti prie rinkos pokyčių. Vienas perspektyviausių sprendimų šiems tikslams pasiekti yra skaitmeniniai dvyniai. Jų diegimas leidžia modeliuoti ir optimizuoti gamybos linijas dar prieš atliekant fizinius pakeitimus, taip sumažinant riziką ir išlaidas.
Kas yra skaitmeninis dvynys
Skaitmeninis dvynys – tai fizinio objekto, proceso ar visos gamybos linijos virtualus modelis, kuris:
-
tiksliai atspindi realią įrangos būklę,
-
atnaujinamas pagal jutiklių ir valdymo sistemų duomenis,
-
leidžia atlikti simuliacijas ir prognozes.
Kodėl skaitmeniniai dvyniai reikalingi gamybos linijoms
Skaitmeninių dvynių naudojimas leidžia:
-
nustatyti gamybos srauto silpnąsias vietas,
-
optimizuoti įrangos apkrovą,
-
sumažinti prastovas,
-
pagerinti gaminių kokybę,
-
prognozuoti įrangos nusidėvėjimą ir gedimus.
Pagrindinės taikymo sritys
1. Gamybos srauto optimizavimas
Skaitmeninis dvynys leidžia modeliuoti:
-
operacijų seką,
-
takto laiką,
-
ruošinių ir gatavų detalių logistiką.
2. Prognozuojamoji priežiūra
Remiantis jutiklių duomenimis, skaitmeninis dvynys:
-
stebi vibracijas, temperatūrą ir apkrovas,
-
prognozuoja mazgų nusidėvėjimą,
-
leidžia planuoti priežiūrą iki gedimų atsiradimo.
3. Apdirbimo režimų optimizavimas
CNC staklėms skaitmeniniai dvyniai naudojami:
-
optimaliems pjovimo režimams parinkti,
-
vibracijų ir deformacijų analizei,
-
įrankių nusidėvėjimo mažinimui.
4. Personalo mokymas
Virtualus gamybos linijos modelis naudojamas:
-
operatorių ir inžinierių mokymui,
-
avarinių situacijų modeliavimui,
-
klaidų rizikos mažinimui.
Skaitmeninio dvynio diegimo etapai
-
Duomenų rinkimas ir struktūrizavimas
-
Virtualaus modelio kūrimas
-
Integracija su MES, SCADA ir ERP
-
Analizė ir nuolatinis optimizavimas
Praktinė nauda
-
iki 20–30% mažesnės prastovos,
-
didesnis OEE rodiklis,
-
mažesnės priežiūros sąnaudos,
-
spartesnis naujų produktų paleidimas.
Išvados
Skaitmeniniai dvyniai yra svarbus pramonės skaitmenizavimo įrankis, leidžiantis priimti tikslesnius ir duomenimis pagrįstus sprendimus bei didinti gamybos konkurencingumą.
Tinkama alyvos rūko surinkėjo priežiūra, filtravimas ir tarnavimo laikas
 Tinkama alyvos rūko surinkėjo priežiūra, filtravimas ir tarnavimo laikas
Tinkama alyvos rūko surinkėjo priežiūra, filtravimas ir tarnavimo laikas
Alyvos rūko surinkėjai yra itin svarbi metalo apdirbimo įrangos dalis, tiesiogiai veikianti oro kokybę, darbuotojų sveikatą ir įrenginių ilgaamžiškumą. Tačiau net ir efektyviausia sistema praranda savo našumą, jei nėra tinkamai prižiūrima. Šiame straipsnyje apžvelgsime geriausias alyvos rūko surinkėjų priežiūros praktikas, filtravimo etapus ir veiksnius, lemiančius jų tarnavimo laiką.
Kodėl reguliari priežiūra yra tokia svarbi
Metalo apdirbimo metu susidarę alyvos aerozoliai palaipsniui nusėda filtravimo elementuose, ventiliatoriuose ir oro kanaluose. Jei priežiūra neatliekama laiku, tai gali sukelti:
-
sumažėjusį oro srauto našumą
-
padidėjusį energijos suvartojimą
-
alyvos nutekėjimą atgal į darbo zoną
-
padidėjusią gaisro riziką
-
trumpesnį įrenginio eksploatacijos laiką
Reguliari priežiūra užtikrina stabilų veikimą ir atitiktį darbo saugos reikalavimams.
Alyvos rūko surinkėjų filtravimo etapai
Daugumoje šiuolaikinių sistemų naudojamas daugiapakopis filtravimas, kur kiekvienas etapas atlieka skirtingą funkciją.
1. Pirminis filtras (mechaninis / metalinis tinklas)
-
Sulaiko didžiausias alyvos lašeles ir metalo daleles
-
Dažniausiai yra plaunamas ir pakartotinai naudojamas
-
Reikalauja reguliaraus valymo
2. Koalescencinis filtras
-
Sujungia smulkias alyvos daleles į didesnius lašus
-
Leidžia alyvai grįžti į sistemą
-
Laikui bėgant prisotinamas — būtina keisti
3. Smulkiojo valymo arba HEPA filtras (jei numatytas)
-
Sulaiko mikroskopines aerozolio daleles
-
Ypač svarbus, jei oras grąžinamas į patalpą
-
Jautrus perkrovoms ir netinkamai eksploatacijai
Geriausios priežiūros praktikos
Norint užtikrinti maksimalų efektyvumą, rekomenduojama laikytis šio priežiūros grafiko:
-
Kasdien / kas savaitę
-
vizualinė nuotėkių ir triukšmo patikra
-
alyvos drenažo kontrolė
-
-
Kartą per mėnesį
-
pirminių filtrų valymas
-
oro srauto sumažėjimo patikra
-
-
Kas 3–6 mėnesius
-
koalescencinių filtrų būklės vertinimas
-
ventiliatoriaus ir ortakių užterštumo patikra
-
-
Pagal poreikį
-
filtrų keitimas pagal slėgio kritimą, o ne tik kalendorių
-
Kas lemia filtrų ir įrenginio tarnavimo laiką
Alyvos rūko surinkėjo ilgaamžiškumą lemia keli veiksniai:
-
naudojamas aušinimo skystis (mineralinis, sintetinis, emulsija)
-
apdirbimo procesas (frezavimas, šlifavimas, gręžimas)
-
darbo režimas (nuolatinis ar pertraukiamas)
-
teisingas įrangos parinkimas pagal našumą
-
savalaikė filtrų priežiūra
Netinkamai parinkta arba perkrauta sistema gali kelis kartus sutrumpinti filtrų tarnavimo laiką.
Dažniausiai pasitaikančios klaidos
-
per vėlyvas arba per ankstyvas filtrų keitimas
-
plaunamų filtrų valymas netinkamomis priemonėmis
-
užsikimšusi drenažo sistema
-
įrangos naudojimas ne pagal paskirtį
Šios klaidos mažina efektyvumą ir didina eksploatacijos sąnaudas.
Išvada
Tinkama alyvos rūko surinkėjo priežiūra nėra papildomos išlaidos — tai investicija į saugą, efektyvumą ir įrangos ilgaamžiškumą. Reguliari filtrų kontrolė, savalaikis valymas ir pagrįstas keitimas leidžia palaikyti aukštą oro kokybę metalo apdirbimo aplinkoje ir sumažinti neplanuotų prastovų riziką.
Integracija lazerinio suvirinimo robotizuotose linijose: ekonominis efektas
 Integracija lazerinio suvirinimo robotizuotose linijose: ekonominis efektas
Integracija lazerinio suvirinimo robotizuotose linijose: ekonominis efektas
Įvadas
Šiuolaikinėje gamyboje spartinimas, kokybės gerinimas ir efektyvumo didinimas yra pagrindiniai konkurencingumo veiksniai. Lazerinis suvirinimas tapo viena iš pirmaujančių metalų sujungimo technologijų dėl didelio tikslumo, minimalaus šiluminio poveikio zonos ir galimybės suvirinti sudėtingas formas.
Integracija lazerinio suvirinimo į robotizuotas linijas atveria naujas galimybes: sutrumpina gamybos ciklo laiką, sumažina defektus, optimizuoja išteklius ir padidina bendrą pelningumą. Šiame straipsnyje išsamiai aptariami ekonominiai privalumai, kuriuos gamyba gauna įdiegusi robotizuotą lazerinį suvirinimą.
Privalumai lazeriniam suvirinimui automatizuotose linijose
1. Produktyvumo didinimas
Robotizuota linija leidžia optimaliai pozicionuoti detales po lazerio spinduliu, sumažinant paruošimo ir apdorojimo laiką. Pavyzdžiui, tradiciniame rankiniame suvirinime operatorius skiria laiko detalių koregavimui ir pakartotiniams praeigoms. Robotai juda milimetro tikslumu, pagreitindami procesą 20–40%, priklausomai nuo detalės sudėtingumo.
2. Stabilios siūlės kokybė
Žmogiškasis faktorius yra viena pagrindinių klaidų gamyboje priežasčių. Automatizacija pašalina operatoriaus klaidas ir užtikrina nuoseklius suvirinimo parametrus. Robotizuotos linijos palaiko pastovų judėjimo greitį ir lazerio galią, užtikrinant vienodą kokybę kiekvienam siūlei, kas ypač svarbu aukštos precizikos detalėms, pavyzdžiui, aviacijoje ar elektronikoje.
3. Gamybos lankstumas
Šiuolaikiniai pramoniniai robotai lengvai pritaikomi įvairiems uždaviniams. Tai reiškia, kad viena linija gali aptarnauti kelias skirtingas detales be ilgo prastovos laikotarpio. Lazerio parametrai ir trajektorija programuojami konkrečiai detalei, leidžiant greitai prisitaikyti prie gamybos plano pakeitimų.
4. Eksploatacinių sąnaudų mažinimas
Mažiau defektų ir atliekų — tiesioginis sąnaudų sumažinimas. Automatizacija leidžia tiksliau naudoti suvirinimo medžiagas, sumažina energijos suvartojimą ir prailgina įrangos tarnavimo laiką, mažinant perkaitimą ir lazerio apkrovą.
Ekonominis efektas
1. Produkcijos savikainos mažinimas
Automatizuotas lazerinis suvirinimas mažina defektų skaičių ir pakartotinį apdorojimą. Net 5% defektų sumažėjimas pramonėje gali sukelti reikšmingą ekonomiją. Pavyzdžiui, linijoje, gaminančioje 10 000 detalių per mėnesį, defektų sumažinimas nuo 8% iki 3% sutaupo daugiau nei 500 detalių per mėnesį, tiesiogiai įtakojančių pelną.
2. Gamybos apimčių didinimas
Robotizuotos linijos gali dirbti visą parą, išlaikant kokybę. Tai padidina gamybos apimtį 1,5–2 kartus, palyginti su rankiniu procesu. Tai ypač aktualu aukštųjų technologijų pramonėje, kur pristatymo terminai yra kritiniai.
3. Darbo jėgos sąnaudų mažinimas
Nors robotizuotos linijos diegimas reikalauja pradinių investicijų, operatorių skaičius žymiai sumažėja. Vienas operatorius gali aptarnauti kelis robotus vienu metu, o kokybės kontrolė apsiriboja minimaliais vizualiniais patikrinimais ir sensorių stebėsena.
4. Prognozuojama investicijų grąža (ROI)
Vidutinis robotizuotos lazerinio suvirinimo linijos atsiperkamumo laikotarpis yra 1–3 metai. ROI apskaičiuojamas atsižvelgiant į:
-
įrangos ir įdiegimo sąnaudas,
-
medžiagų ir energijos taupymą,
-
defektų ir pakartotinio apdorojimo sumažinimą,
-
darbo jėgos sąnaudų mažinimą.
Pavyzdžiui, investuojant 500 000 € į liniją su robotizuotu lazeriniu suvirinimu, medžiagų ir darbo sąnaudų taupymas gali siekti 200 000 € per metus, o defektų sumažinimas priduria dar 50 000 € ekonomijos. Tai suteikia ROI apie 2–3 metus, kas patrauklu daugumai gamintojų.
Pritaikymo pavyzdžiai
Automobilių pramonė
Kėbulo ir važiuoklės detalių suvirinimas reikalauja didelio tikslumo ir greičio. Lazeriniai robotai užtikrina kokybiškus siūlius dideliais kiekiais, nepadidindami defektų skaičiaus. Kai kurie automobilių gamintojai praneša, kad kėbulo surinkimo laikas sumažėjo 30% po robotizuoto lazerinio suvirinimo diegimo.
Elektronika ir mikroelektromechanika (MEMS)
Ploni korpusai, plokštės ir komponentai reikalauja minimalios šiluminės įtakos zonos. Robotizuotas lazerinis suvirinimas užtikrina stabilų kokybės ir pakartojamumo lygį, kas neįmanoma rankiniu būdu.
Aviacija
Aliuminio ir titano lydinių detalių sujungimas reikalauja didelio tikslumo ir minimalaus deformacijos. Robotizuotas lazerinis suvirinimas leidžia pasiekti tvirtus siūlius ir sumažinti pakartotino darbo poreikį, kas yra kritiška brangioms medžiagoms.
Techniniai integracijos aspektai
1. Jutikliai ir kontrolės sistemos
Šiuolaikinės linijos yra aprūpintos temperatūros jutikliais, kameromis siūlių kontrolei ir grįžtamojo ryšio sistemomis. Tai leidžia stebėti kokybę realiuoju laiku ir koreguoti suvirinimo parametrus, užkertant kelią defektams.
2. Lazerio nustatymai
Galia, dažnis, greitis ir spindulio fokusavimas programuojami konkrečiai detalei. Tai užtikrina minimalias deformacijas ir aukštą tikslumą.
3. Roboto trajektorijos planavimas
Šiuolaikinės CAM (Computer-Aided Manufacturing) sistemos leidžia modeliuoti roboto judėjimą ir optimizuoti lazerio kelią. Tai sutrumpina ciklo laiką ir sumažina įrangos nusidėvėjimą.
Išvados
Integracija lazerinio suvirinimo į robotizuotas linijas yra strateginis sprendimas šiuolaikinei gamybai. Ji leidžia ne tik padidinti greitį ir kokybę, bet ir reikšmingai sumažinti gamybos sąnaudas, dėl:
-
defektų sumažinimo,
-
medžiagų ir energijos naudojimo optimizavimo,
-
darbo jėgos sąnaudų mažinimo,
-
gamybos apimties didinimo.
Įmonės, diegiančios šias technologijas, įgyja konkurencinį pranašumą ir ilgalaikę ekonominę naudą. Investicijos į robotizuotą lazerinį suvirinimą atsiperka per 1–3 metus, o tolesnės automatizacijos galimybės leidžia dar labiau padidinti produktyvumą ir pelningumą.
Pasirinkimas tarp vamzdžių pjoviklių su dviem ir trim patronais: ką svarbu žinoti
 Pasirinkimas tarp vamzdžių pjoviklių su dviem ir trim patronais: ką svarbu žinoti
Pasirinkimas tarp vamzdžių pjoviklių su dviem ir trim patronais: ką svarbu žinoti
Dirbant su metaliniais arba plastikiniais vamzdžiais, pjovimo kokybė tiesiogiai lemia jungčių patikimumą, sistemos sandarumą ir visos komunikacijos ilgaamžiškumą. Teisingas vamzdžių pjoviklio pasirinkimas yra būtinas, kad darbas būtų efektyvus ir tikslus. Praktikoje dažnai kyla klausimas: ar rinktis pjoviklį su dviem, ar su trim patronais?
Kas yra „patronai“ vamzdžių pjoviklyje
Patronais dažniausiai vadinami atraminiai voleliai arba kreipiamieji, kurie užtikrina vamzdžio stabilų fiksavimą pjovimo metu. Patronų skaičius tiesiogiai įtakoja:
-
Įrankio stabilumą rotacijos metu
-
Pjovimo tikslumą ir statmenumą
-
Patogumą dirbant su skirtingo diametro ir medžiagos vamzdžiais
Dažniausiai naudojamos konstrukcijos su dviem arba trim patronais.
Vamzdžių pjovikliai su dviem patronais: savybės ir taikymas
Konstrukcija ir veikimo principas
Dviejų patronų pjoviklis turi du atraminius volelius, tarp kurių dedamas vamzdis. Pjovimo metu pjovimo ratas, naudojant sraigtinį mechanizmą, spaudžiamas prie vamzdžio paviršiaus, o įrankis sukamas aplink ašį, kol vamzdis pilnai perpjautas.
Privalumai:
-
Paprasta konstrukcija, lengvas ir kompaktiškas įrankis
-
Žemesnė kaina lyginant su trim patronais
-
Patogu dirbti ribotoje erdvėje
-
Mažesnė inercija sukimosi metu
-
Tinka mažo skersmens vamzdžių pjovimui
Trūkumai:
-
Mažesnis stabilumo lygis
-
Didesnė pjovimo ašies nuokrypio tikimybė
-
Ovalumo rizika plonoms arba slidžioms vamzdžiams
-
Ribotas panaudojimas didesnio skersmens ir kietesniems vamzdžiams
Vamzdžių pjovikliai su trim patronais: privalumai
Konstrukcija ir veikimo principas
Trijų patronų pjoviklis užtikrina vamzdžio fiksaciją trijų vienodai paskirstytų atraminių volelių pagalba, leidžiant pjovimo ratui veikti tiksliau.
Privalumai:
-
Didelis stabilumas, ypač dideliems ar kietiems vamzdžiams
-
Tolygus ir statmenas pjūvis
-
Minimalus pjovimo linijos nuokrypis
-
Mažesnis vamzdžio deformacijos pavojus darbo metu
Galimi trūkumai:
-
Sudėtingesnė konstrukcija
-
Šiek tiek sunkesnis įrankis
-
Aukštesnė kaina
Palyginimo lentelė: 2 vs 3 patronai
| Kriterijus | 2 patronai | 3 patronai |
|---|---|---|
| Stabilumas ir tikslumas | Vidutinis | Aukštas |
| Darbas su didelio skersmens vamzdžiais | Ribotas | Pilnas |
| Kompaktiškumas ir patogumas | Taip | Šiek tiek sunkesnis |
| Kaina | Žemesnė | Aukštesnė |
| Reguliarus naudojimas | Tinka | Idealiai tinka |
Kurį pjoviklį pasirinkti
-
Namų darbams, retkarčiais montuojant, mažo skersmens vamzdžiams: dviejų patronų modeliai
-
Profesionaliam arba intensyviam darbui, didelio skersmens ar kietiems vamzdžiams: trijų patronų modeliai
Golden Laser: dviejų ir trijų patronų modeliai
Įmonė Golden Laser (Wuhan Golden Laser Co., Ltd.) gamina tikslius ir patikimus vamzdžių pjoviklius tiek namų, tiek pramoniniam naudojimui.
Serija i (Intelligent) siūlo modelius su 2 arba 3 patronais:
| Parametras | 2 patronai | 3 patronai |
|---|---|---|
| Vamzdžio fiksacijos stabilumas | Vidutinis | Aukštas |
| Plonoms sienelėms vamzdžiams | Gerai | Labai gerai |
| Didelio skersmens vamzdžiai | Ribotas | Pilnas |
| Pjovimo tikslumas | Vidutinis | Aukštas |
| Universali taikymo sritis | Aukšta | Labai aukšta |
| Intensyvus naudojimas | Vidutinis | Aukštas |
Ultragarsinis detalių valymas po mechaninio apdirbimo
 Ultragarsinis detalių valymas po mechaninio apdirbimo
Ultragarsinis detalių valymas po mechaninio apdirbimo
Įvadas
Po mechaninio apdirbimo ant detalių lieka alyvos, aušinimo emulsijos, abrazyvinės dalelės, metalo drožlės ir mikronešvarumai. Net nedideli likučiai gali pabloginti dangų sukibimą, surinkimo tikslumą ir gaminio išvaizdą. Ultragarsinis valymas yra vienas efektyviausių būdų užtikrinti aukštą detalių švarą nepažeidžiant paviršiaus.
Ultragarsinio valymo principas
Procesas pagrįstas kavitacijos efektu: ultragarsinės bangos (20–40 kHz) skystyje sukuria mikroburbulus, kurie sprogdami pašalina nešvarumus net iš sunkiai pasiekiamų vietų — angų, sriegių, griovelių ir mikroįtrūkimų.
Pašalinami teršalai
-
aušinimo skysčių ir alyvų likučiai;
-
metalo dulkės ir abrazyvai;
-
šlifavimo ir poliravimo pastos;
-
korozijos ir oksidacijos produktai;
-
organiniai nešvarumai.
Pagrindiniai privalumai
-
Aukštas efektyvumas sudėtingai geometrijai
-
Paviršiaus apsauga be mechaninio kontakto
-
Trumpesnis valymo laikas
-
Pastovi kokybė serijinėje gamyboje
-
Mažesnis brokas prieš tolimesnes operacijas
Valymo skysčių pasirinkimas
-
šarminiai vandens pagrindo tirpalai — alyvoms ir emulsijoms;
-
neutralūs tirpalai — aliuminiui ir spalvotiesiems metalams;
-
specialūs tirpalai — medicininėms ir tikslioms detalėms.
Pagrindiniai proceso parametrai
-
Dažnis:
-
20–28 kHz — stiprūs nešvarumai
-
35–45 kHz — jautrios detalės
-
-
Temperatūra: 40–60 °C
-
Laikas: 2–15 min
-
Galia: parenkama pagal vonios tūrį
Dažniausios klaidos
-
netinkamas tirpalas;
-
per aukšta temperatūra;
-
per didelė galia;
-
nepakankamas skalavimas ir džiovinimas.
Taikymo sritys
-
mašinų gamyba;
-
automobilių ir aviacijos pramonė;
-
medicinos įranga;
-
paruošimas galvanizavimui ir dažymui.
Išvada
Ultragarsinis valymas yra svarbi gamybos proceso dalis, užtikrinanti aukštą detalių kokybę ir patikimumą.
SMEC SLV 1000 – profesionalus vertikalus tekinimo centras
 SMEC SLV 1000 – profesionalus vertikalus tekinimo centras
SMEC SLV 1000 – profesionalus vertikalus tekinimo centras
SMEC SLV 1000 – tai didelio našumo vertikalus CNC tekinimo centras, sukurtas Pietų Korėjos gamintojo SMEC, skirtas sunkiam ir tiksliam didelių detalių apdirbimui. Staklės pasižymi standžia konstrukcija, galingu velenu, dinamiškais ašių judesiais ir modernia valdymo sistema.
Pagrindinės taikymo sritys:
-
Didelių metalinių detalių apdirbimas (korpusai, flanšai, velenai)
-
Sunkusis tekinimas su aukštu tikslumu
-
Transporto, energetikos ir mašinų gamybos pramonė
SMEC SLV 1000 vaizdo apžvalga
Pagrindinės techninės charakteristikos
| Parametras | Reikšmė |
|---|---|
| Maks. apdirbimo skersmuo | 1000 mm |
| Maks. apdirbimo ilgis | 955 mm |
| Griebtuvo dydis | 24″ / 32″ |
| Maks. veleno greitis | iki 1800 aps./min |
| Veleno galia (nuol./maks.) | 37 / 55 kW |
| Ašių eiga (X / Z) | 540 / 955 mm |
| Įrankių skaičius | 12 |
| CNC valdymas | FANUC |
| Svoris | ~17 000 kg |
Konstrukcija ir galimybės
Staklės turi masyvią ketaus lovą ir kolonos tipo konstrukciją, užtikrinančią didelį standumą ir vibracijų slopinimą. Dėžinės kreipiančiosios garantuoja ilgalaikį tikslumą.
Galingas velenas leidžia apdirbti kietas ir sudėtingas medžiagas, o FANUC CNC sistema užtikrina patikimą ir lengvą valdymą.
Komplektacija ir papildomos opcijos
Standartiškai tiekiama CNC sistema, hidraulinis griebtuvas, automatinė tepimo sistema, darbo zonos apšvietimas ir aušinimo skysčio sistema.
Papildomos opcijos – drožlių konvejeris, aukšto slėgio aušinimas, roboto integracija ir automatizacija.
Naudojimas gamyboje
SMEC SLV 1000 yra optimalus sprendimas įmonėms, kurioms reikalingas tikslus, stabilus ir našus didelių detalių apdirbimas.
Golden Laser Master M serija – pramoninis lazerinis pjovimas nauju lygiu
 Golden Laser Master M serija – pramoninis lazerinis pjovimas nauju lygiu
Golden Laser Master M serija – pramoninis lazerinis pjovimas nauju lygiu
Golden Laser Master M serija – tai didelės galios pluoštinių lazerinių staklių linija, skirta pramoniniam lakštinio metalo apdirbimui. Įrenginiai sukurti įmonėms, kurioms svarbus didelis našumas, stabilus pjovimo rezultatas ir galimybė nuolat dirbti su storu metalu.
Master M serijos staklės naudojamos sunkiojoje pramonėje, mašinų gamyboje, metalinių konstrukcijų, rezervuarų, statybinių elementų ir didelių gabaritų detalių gamyboje. Konstrukcija pritaikyta intensyviam naudojimui, dideliems greičiams ir plačioms darbo zonoms.
Master M serijos ypatybės
Serijos pagrindą sudaro didelės galios pluoštinis lazeris, užtikrinantis aukštą energijos efektyvumą ir mažesnes eksploatacines sąnaudas, lyginant su tradicinėmis pjovimo technologijomis. Priklausomai nuo komplektacijos, staklės gali būti su viena arba dviem darbo platformomis, leidžiančiomis krauti ir iškrauti medžiagą nestabdant pjovimo proceso.
Master M serija palaiko didelius darbo formatus – iki 12 metrų ilgio, kas ypač svarbu apdirbant didelius metalo lakštus. Tvirta staklių konstrukcija, tikslios judėjimo sistemos ir modernūs lazerio šaltiniai užtikrina stabilų pjovimo rezultatą net esant maksimalioms apkrovoms.
20 kW lazerinis pjovimas – optimalus sprendimas storam metalui
20 kW konfigūracija užima svarbią vietą Master M serijoje. Tai galingas ir universalus sprendimas įmonėms, kurios reguliariai dirba su storu plienu ir spalvotaisiais metalais.
20 kilovatų pluoštinis lazeris leidžia efektyviai pjauti anglinį ir nerūdijantį plieną, aliuminį, varį bei kitus storus metalus. Pagal pjūvio kokybę ir tikslumą ši technologija pranoksta plazminį pjovimą ir sumažina papildomo mechaninio apdirbimo poreikį.
Didelė galia užtikrina:
-
stabilų storų medžiagų pjovimą;
-
didelį apdirbimo greitį;
-
minimalią terminio poveikio zoną;
-
lygią ir švarią pjūvio briauną.
Golden Laser staklių techninių parametrų palyginimas
Siekiant geriau suprasti Master M serijos pozicionavimą ir jos skirtumus nuo kitų Golden Laser sprendimų, žemiau pateikiama pagrindinių techninių parametrų palyginimo lentelė.
Palyginimo lentelė
| Parametras | Master M serija (Fiber) | Standartinė Fiber serija | CO₂ serija |
|---|---|---|---|
| Lazerio tipas | Pluoštinis (Fiber) | Pluoštinis (Fiber) | CO₂ |
| Galios diapazonas | 10–30 kW | 3–12 kW | 100–500 W |
| Apdirbimo tipas | Lakštinis ir storas metalas | Lakštinis metalas | Nemetalinės medžiagos |
| Maks. plieno storis | iki 60–70 mm* | iki 20–30 mm* | netaikoma |
| Darbo zona | iki 2500×12000 mm ir daugiau | standartiniai formatai | priklauso nuo modelio |
| Pozicionavimo greitis | iki 160 m/min | iki 120 m/min | mažesnis |
| Pagreitis | iki 2 G | iki 1.5 G | žemas |
| Stalo konstrukcija | Viena arba dvi platformos | Viena platforma | Statinis stalas |
| Medžiagos | Plienas, nerūdijantis plienas, aliuminis, varis | Plienas, aliuminis | Medis, akrilas, plastikas |
| Pagrindinis pritaikymas | Sunkioji pramonė, serijinė gamyba | Universalios užduotys | Reklama, graviravimas |
* Faktinės reikšmės priklauso nuo medžiagos, dujų ir pjovimo parametrų.
Kaip pasirinkti tinkamą seriją
Jei gamyba orientuota į storų metalų pjovimą, didelius kiekius ir nepertraukiamą darbą, Golden Laser Master M serija, ypač 20 kW versija, yra optimalus pasirinkimas.
Standartiniai pluoštiniai modeliai tinka universalioms užduotims, o CO₂ staklės dažniausiai naudojamos nemetalinėms medžiagoms ir graviravimui.
Išvada
Golden Laser Master M serija – tai profesionalus sprendimas pramoniniam lazeriniam pjovimui, kai svarbiausi kriterijai yra galia, patikimumas ir didelis našumas. 20 kW versija užtikrina patikimą storo metalo pjovimą ir padeda įmonėms didinti gamybos efektyvumą, mažinti papildomo apdirbimo sąnaudas ir užtikrinti pastovią detalių kokybę.
Paviršiaus šiurkštumo kontrolės metodai po grubaus apdirbimo
 Paviršiaus šiurkštumo kontrolės metodai po grubaus apdirbimo
Paviršiaus šiurkštumo kontrolės metodai po grubaus apdirbimo
Įvadas
Grubus mechaninis apdirbimas yra vienas pirmųjų ir svarbiausių metalo detalių gamybos etapų. Šiame etape suformuojama ruošinio geometrija, tačiau paviršius dažniausiai pasižymi didesniu šiurkštumu. Paviršiaus šiurkštumo kontrolė po grubaus apdirbimo leidžia įvertinti proceso kokybę, numatyti galutinio apdirbimo rezultatą ir laiku nustatyti problemas, susijusias su įrankiais ar staklių būkle.
Kas yra paviršiaus šiurkštumas
Paviršiaus šiurkštumas – tai mikronelygumų visuma, atsirandanti pjovimo metu. Jis daro įtaką:
-
detalių atsparumui dilimui,
-
jungčių kokybei,
-
dangų sukibimui,
-
tolimesnių operacijų tikslumui.
Pagrindiniai parametrai:
-
Ra – vidutinis aritmetinis nuokrypis
-
Rz – vidutinis nelygumų aukštis
-
Rt – maksimalus profilio aukštis
Po grubaus apdirbimo Ra paprastai siekia 2,5–12,5 µm.
Kontrolės metodai
Kontaktiniai metodai
-
Profilometrai su jutikliu
-
Šiurkštumo etalonai
Bekontakčiai metodai
-
Optiniai profilometrai
-
Mikroskopinė analizė
Netiesioginiai metodai
-
Vibracijos ir akustinė analizė
-
Vizualinė patikra ir mašininė rega
Praktinės rekomendacijos
-
Šiurkštumą tikrinti prieš kiekvieną baigiamąją operaciją
-
Derinti kelis kontrolės metodus
-
Atsižvelgti į pjovimo kryptį
Išvados
Paviršiaus šiurkštumo kontrolė po grubaus apdirbimo padeda užtikrinti aukštą gaminių kokybę, sumažinti broką ir optimizuoti gamybos procesą.